В ремонтной практике применяют несколько способов восстановления деталей.
Способ ремонтных размеров. Одну из изношенных деталей сопряжения, обычно более дорогую или сложную, механически обрабатывают до установленного размера, а другую деталь заменяют восстановленной или новой, изготовленной также под ремонтный размер.
Способ дополнительных ремонтных деталей. Применяют при использовании заранее изготовленных деталей, которые устанавливают на специально подготовленные поверхности отверстий или валов и таким образом заменяют изношенную часть детали (вкладыши шатунов, поршни, поршневые. кольца и др.).
Устранение дефектов давлением. Основано на использовании пластических свойств материала деталей. Применяют для восстановления размеров изношенных поверхностей под подшипники (накатка поверхности), усталостной прочности и жесткости (обработка пружин профилированным роликом) и деформированных деталей (втулок и др.).
Устранение дефектов гальваническим и химическим наращиванием металла (хромирование, осталивание, меднение, цинкование). Отсутствие нагрева детали и структурных изменений в металле, что выгодно отличает этот способ от других (сварки, наплавки и др.).
Электроискровой и плазменный способы. Для легирования и наращивания изношенных поверхностей деталей, более дорогих и трудоемких в изготовлении.
Пайка. Ликвидируют трещины и используют при ослаблении прочности спая в агрегатах электрооборудования.
Сварка и наплавка - наиболее распространенный способ восстановления деталей. Это объясняется возможностями восстанавливать детали, изготовленные из различных металлов и имеющих самые разнообразные дефекты.
Дефекты деталей из алюминиевых сплавов (трещины, пробоины, обломы, изношенные поверхности отверстий) можно устранять электродуговой сваркой с применением электродов марки ОЗА-2. Электроды хранят в сухом вентилируемом помещении; не использованные в пределах одного месяца со дня их изготовления электроды перед употреблением необходимо прокаливать при температуре 220...230'С в течение 1 ч. Для заварки трещины вырубают неглубокую канавку по всей длине трещины. Шлаки, покрывающие шов, после сварки смывают водой и одновременно очищают металлической щеткой. Перед сваркой деталь необходимо предварительно подогреть до 150...250'С.
При восстановлении деталей мотоциклов из алюминиевых сплавов используют электроды диаметром 3...5 мм. Сила тока должна быть 125...160 А, длина дуги равна диаметру электрода, скорость сварки - 0,4...0,6 м/мин.
Восстановление деталей эпоксидными композициями и клеем. Используемые для ремонта деталей способы, в частности электро- и газовая сварка, наплавка, хромирование, металлизация, требуют специального оборудования и производственной базы и поэтому часто неприемлемы для водителя. Эпоксидные смолы и на их основе различные композиции и клеи можно использовать для ремонта в полевых условиях и в ряде случаев без демонтажа агрегатов и узлов. Рассмотрим эти методы более подробно.
Эпоксидными композициями можно восстанавливать следующие детали: картер двигателя и его крышки, головку цилиндра и ее крышку, поддон картера, картер коробки передач и его крышки, корпус карбюратора, топливный бак, грязевые щитки и кузов тележки (пробоины и трещины). Можно также ремонтировать изношенные поверхности в сопряжениях вал - подшипник, подшипник - гнездо подшипника и закреплять ослабевшие шпильки и штифты.
Ремонтируемая деталь должна быть предварительно очищена от ржавчины и грязи механическим или химическим способом. Механическую очистку производят шабером, напильником, наждачной бумагой, шлифовальным кругом или обработкой на металлорежущих станках. Химически очищают (обезжиривают) ацетоном, бензином Б-70 или растворителями № 646 или № 648 и РДВ. При обезжиривании следует применять только волосяные кисти или щетки.
Во всех случаях для улучшения механического сцепления эпоксидной композиции с ремонтируемыми поверхностями последние обрабатывают с повышенной шероховатостью.
Иногда на поверхности ремонтируемой детали наносят зубилом неглубокие насечки по трещине или вокруг пробоины. Отверстия или канавки закрывают паклей или асбестовым шнуром. После такой подготовки обезжиривают, затем выдерживают деталь при температуре 18...23'С в течение 5 мин до полного высыхания растворителя. Подготовленность поверхности определяют с помощью капли воды: если вода расплывается и смачивает поверхность, то сцепление ее с эпоксидным составом будет хорошим.
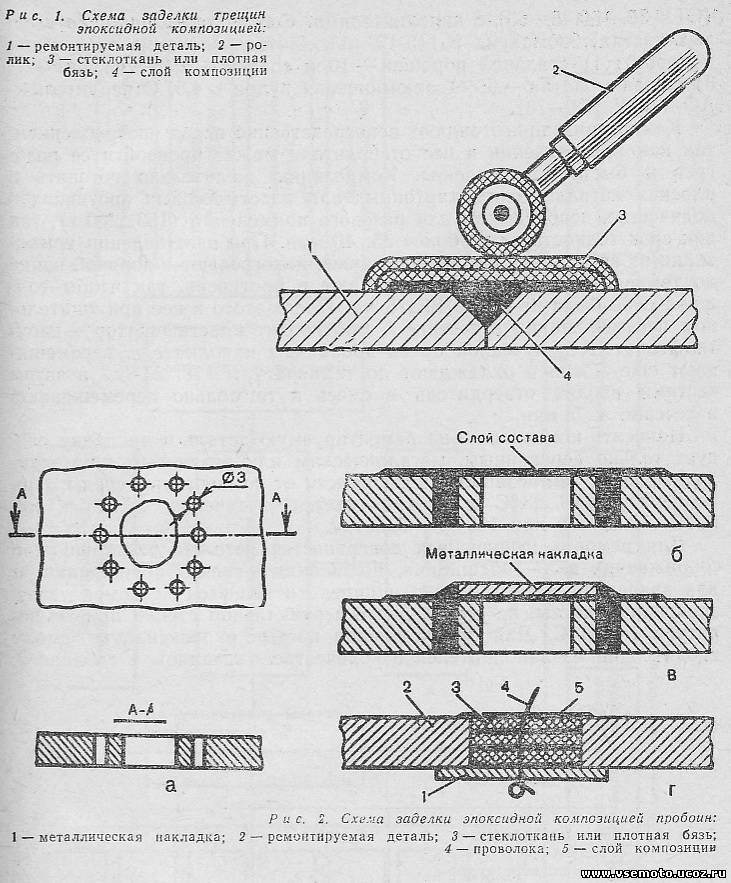
При заделке на детали трещины поверхность вокруг нее зачищают на 10...15 мм и притупляют кромки, на очищенные и обезжиренные края трещины наносят шпателем эпоксидную композицию, затем накладывают заплату из стеклоткани (или другого плотного хлопчатобумажного полотна) толщиной 0,3...0,4 мм и прикатывают роликом, как указано на рисунке 1. На заплату и поверхность детали наносят второй слой композиции и накладывают вторую заплату и т. д. Всего на пробоину накладывают 3-8 слоев ткани, последний слой покрывают композицией. После полного отвердения неровности обрабатывают наждачным кругом.
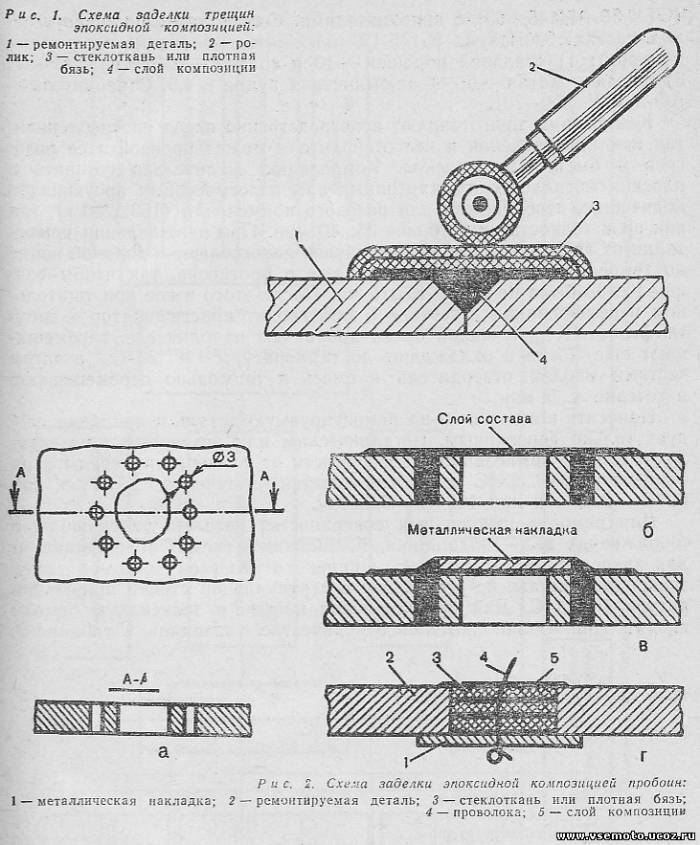
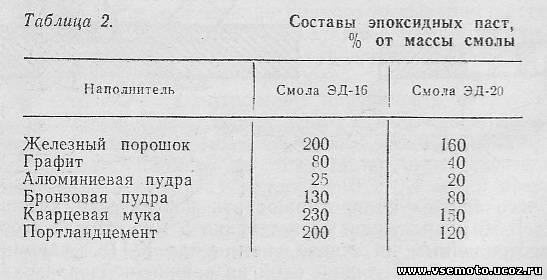
В случае установки на пробоину металлической накладки толщиной 0,5...0,8 мм по контуру пробоины просверливают отверстия диаметром 1,5...2,0 мм (рис. 2) и зачищают накладку и поверхность детали вокруг пробоины. Затем обезжиривают кромку пробоины, зачищенный участок поверхности пробоины и металлическую накладку, для чего тщательно протирают эти поверхности ацетоном или бензином Б-70 и просушивают в течение 5 мин. После этого составом, приготовленным на основе компаунда К-115, заполняют все отверстия, наносят его тонкий слой на зачищенную поверхность вокруг пробоины (рис. 2, б) и на металлическую накладку и накладывают последнюю на пробоину (рис. 2, в).
Иногда на металлическую накладку кладут еще несколько накладок из стеклоткани, с прикаткой роликом (рис. 2,г).
Для заделки пробоин и трещин на картерах и других деталях целесообразно применять эпоксидный компаунд К-115 (СТУ 30 - 14148 - 63) с наполнителями. Состав композиции (в весовых частях): компаунд К-115-12, наполнитель (один из следующих номеров): 1) стальной порошок - 10 и графит - 2; 2) графит - 7; 3) слюда молотая - 6; 4) алюминиевая пудра - 4,5. Отвердитель- АФ-2 (ТУ 264 - 70).
Композицию приготовляют непосредственно перед употреблением, так как при введении в нее отвердителя может произойти ее разогрев и быстрое отвердение. Композицию желательно готовить в плоских металлических, картонных или пластмассовых противнях в количестве, необходимом для разового применения (150...200 г), так как срок годности ее не более 35...40 мин. При изготовлении композиции из эпоксидной смолы последнюю подогревают в водяной ванне до температуры 50...60'С и заливают в противень, так чтобы толщина слоя была не более 10...15 мм. После этого в нее при тщательном перемешивании в течение 5 мин вводят пластификатор - дибутилфтолат. К полученной смеси добавляют наполнитель, перемешивают еще 5 мин и охлаждают до температуры 18...23'С, а затем частями вводят отвердитель в смесь и тщательно перемешивают в течение 4...5 мин.
Наносить композицию на ремонтируемую деталь и накладку следует только деревянным, металлическим или резиновым шпателем. Затвердевает композиция в зависимости от температуры среды. При температуре 18...23 'С выдержка дается в течение 24...36 ч, при 60'С - 2...3 ч и при 100'С - 0,5...1 ч.
Для ремонта изношенных поверхностей деталей, работающих в сопряжениях вал - подшипник, подшипник - гнездо подшипника, и для закрепления ослабевших шпилек и штифтов рекомендуются эпоксидные пасты, не стекающие с вертикальной стенки при температуре 18...23'С. Для приготовления пасты в эпоксидную смолу вводят один из наполнителей в количестве, указанном в таблице 2.
Возможно также применение других наполнителей и их смесей. Для предупреждения стекания пасты (при недостаточной ее вязкости и значительной толщине слоя) на нанесенный слой накладывают бумагу. Указанные пасты особенно эффективны при восстановлении деталей с небольшими износами (не более 0,3 мм), т. е. износами посадочных мест под подшипники.
Для восстановления отверстий в картерах двигателя, коробки передач, задней передачи, в ступицах колес и в других местах рекомендуется также композиция следующего состава: эпоксидная смола 100 частей; алифатическая смола (ДЭГ-1) - 10; полиэтилен-полиамин - 13,5; графит - 30; стальной порошок - 100 и аэросил- 3...4 части.
Восстановление клеем сопряжения подшипник - гнездо возможно только в случае, когда зазор между ними не превышает 0,1...0,2 мм. При восстановлении гнезд под подшипники клей наносят тонким слоем на предварительно обезжиренную поверхность гнезда и подшипника, затем устанавливают подшипник в гнездо и выдерживают 24 ч при температуре 18...23'С или 3 ч при температуре 60'С.
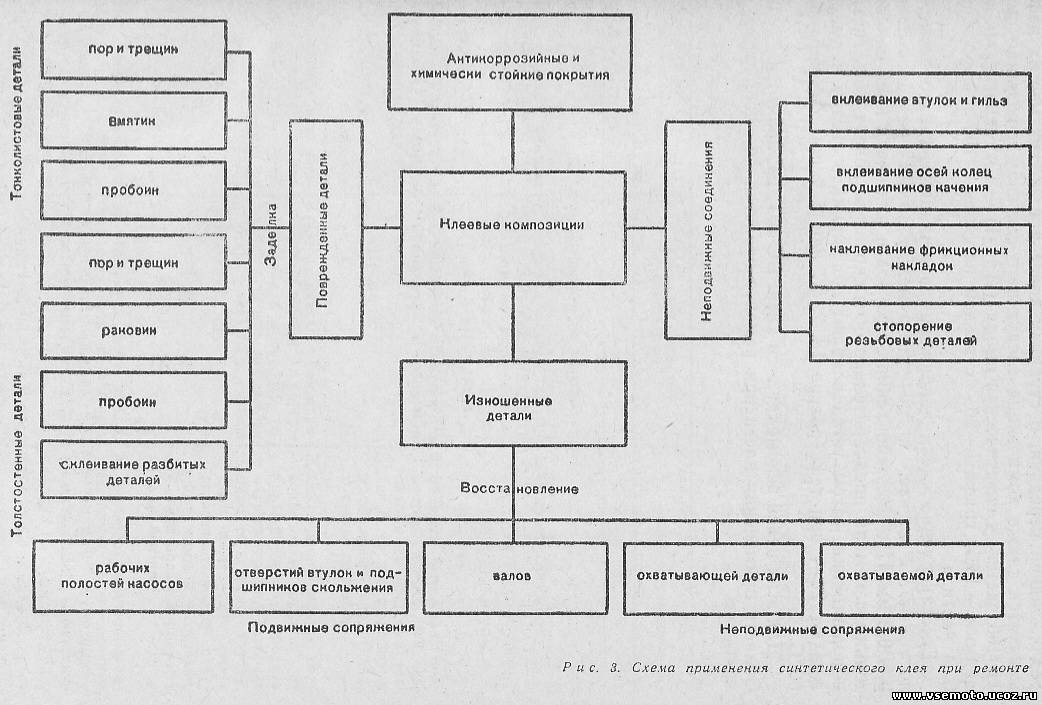
Для этих целей рекомендуются клеи: ВС-1ОТ, ВС-350 и ВК-32-200. Область применения клеев при ремонте представлена на рисунке 3.
|