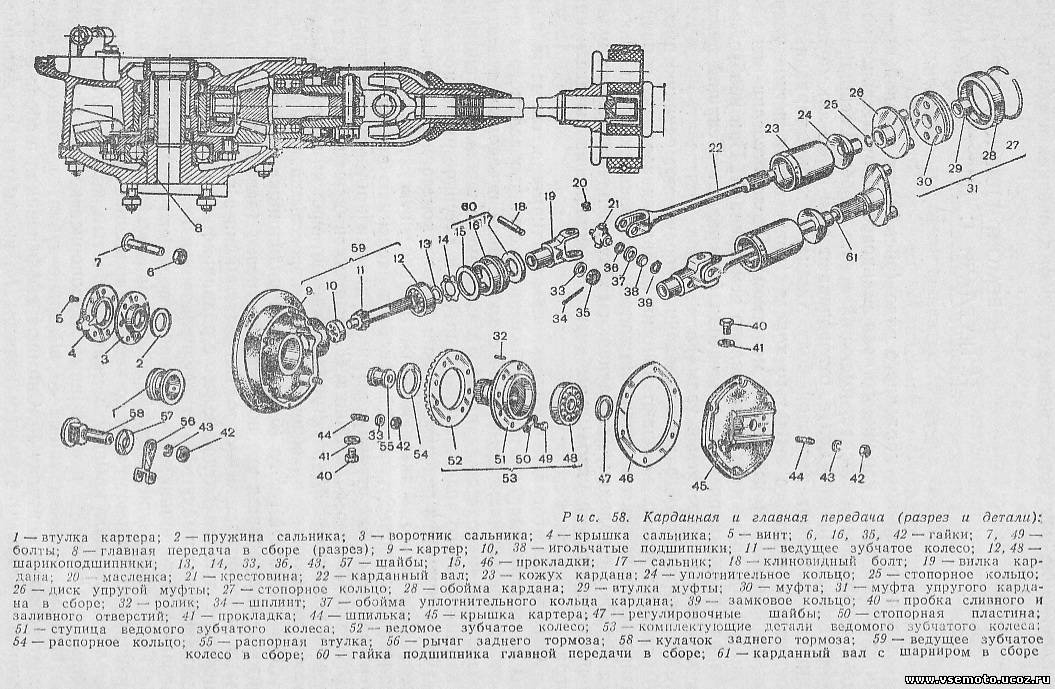
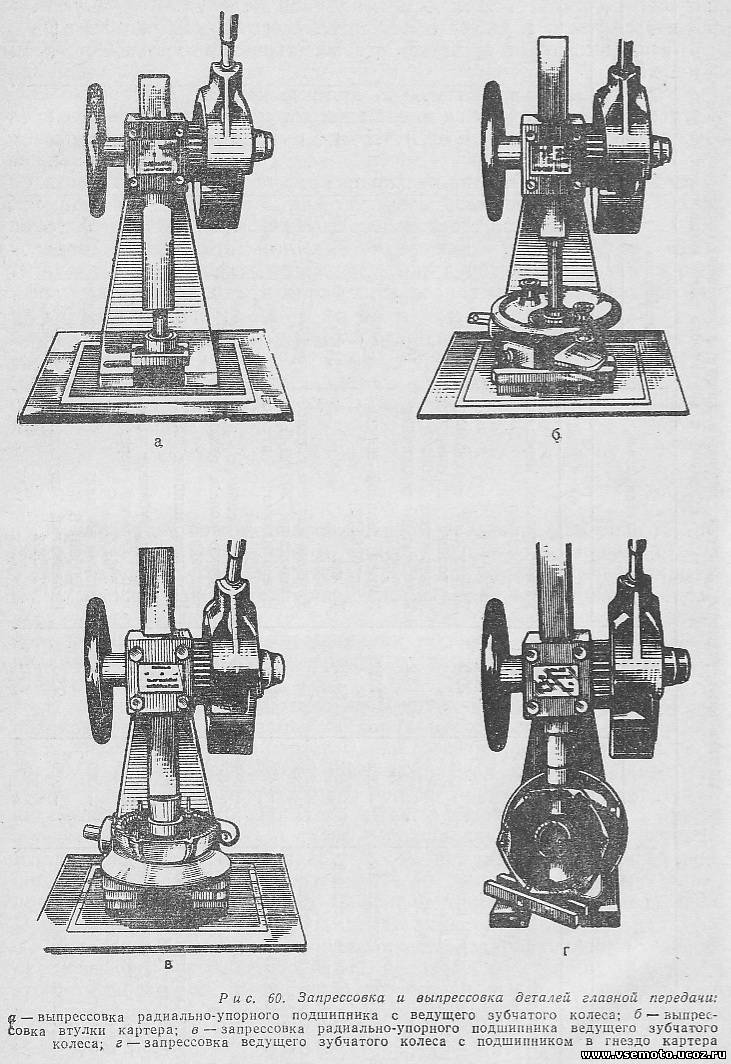
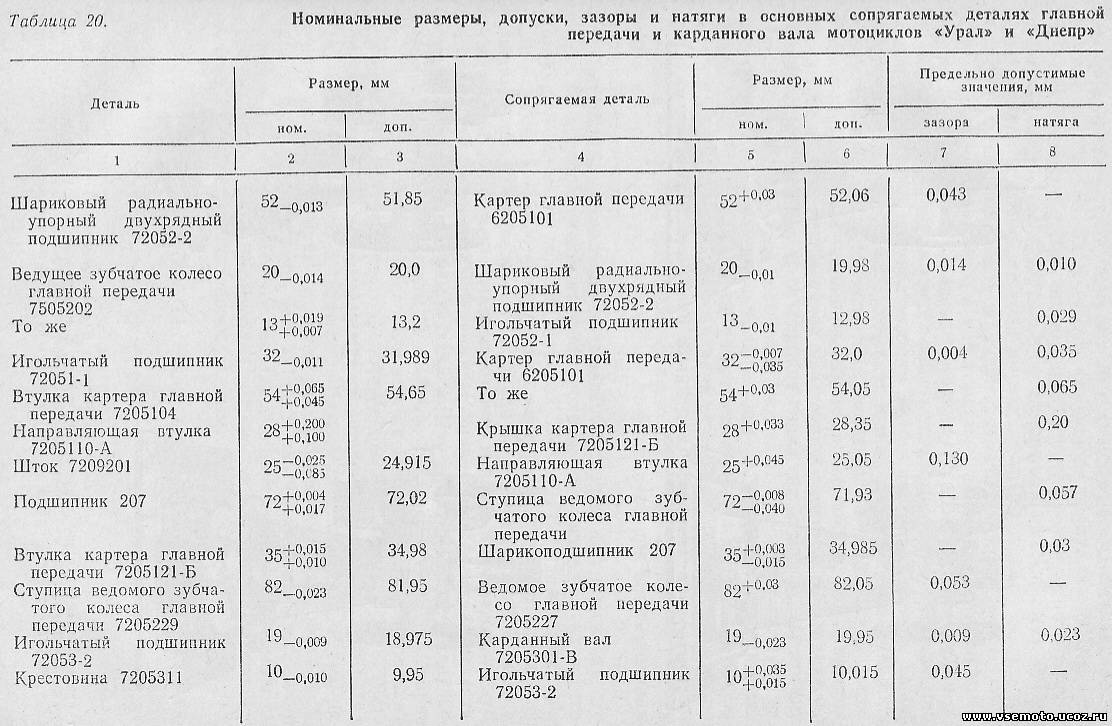
При сборе узлов и деталей главной передачи (см. рис, 58) необходимо обеспечить зазоры и натяги, указанные в таблице 20. На ведущее зубчатое колесо 11 главной передачи напрессовывают радиально-упорный подшипник 12 до упора и внутреннее кольцо игольчатого подшипника 10. Смазывают внутреннюю полость наружного кольца игольчатого подшипника техническим вазелином, устанавливают его на внутреннее кольцо, напрессованное на ведущее зубчатое колесо. В картер главной передачи вворачивают шпильки, при этом необходимо выдержать размер от торца картера до конца шпильки 18,5...20 мм. Нагревают картер в электропечи или водяной ванне до 75...80°С и запрессовывают ручным прессом (рис. 60) в него до упора втулку 7205104, служащую наружной обоймой для подшипника ступицы ведомого зубчатого колеса, и затем ведущее зубчатое колесо 59 (см. рис. 58) в сборе с подшипниками, также до упора. Кладут регулировочную шайбу 13, 14 на радиально-упорный подшипник 12 и затягивают его гайкой 60 до отказа, предварительно подложив под нее прокладку 15 концентрично относительной гайки. Продольный зазор подшипника не допускается. При сборе ведомого зубчатого колеса шарикоподшипник 48 запрессовывают в ступицу до упора, надевают на ступицу 51 ведомое зубчатое колесо 52, совместив их отверстия, устанавливают стопорные пластины 50 и затягивают болты 49 до отказа, подогнав их грани до подгибки пластин.
Таблица 20. Номинальные размеры, допуски, зазоры и натяги в основных сопрягаемых деталях главной передачи и карданного вала мотоциклов «Урал» и «Днепр» Для сбора упругой муфты карданного вала разводят замок обоймы 28 и надевают его на муфту 30 в кольцевую выточку. Напрессовывают обойму 28 на муфту и фиксируют ее замком обоймы по кольцевой выточке. Запрессовывают втулку муфты 29 в муфту и развальцовывают ее с двух сторон с радиусом развальцовки 2,5 мм и на глубину 0.5...1 мм от края муфты. При сборе карданного шарнира вворачивают масленку 20 в крестовину 21, заводят ее в ушки вилки карданного вала 22, предварительно надев на палец крестовины уплотнительное кольцо 24 и обоймы 37. Пальцы крестовины располагают перпендикулярно масленке. Игольчатые подшипники 38 до половины объема заполняют «Литолом-24». Запрессовывают один игольчатый подшипник в ушко вилки карданного вала, как показано на рис. 8,6. В гнездо ушка с подшипником устанавливают замковое кольцо, при запрессовке следят за тем, чтобы палец крестовины входил в подшипник, не сбивая с места иглы, и на глубину ушка, не зажимая крестовину. На свободные пальцы крестовины надевают шлицевую вилку и запрессовывают в ее ушки остальные два игольчатых подшипника. Замковые кольца должны плотно сидеть в выточках вилок и надежно удерживать обоймы подшипников от выпадения. Вращение вилки карданного вала и шлицевой вилки на крестовине при отсутствии зазора в осевом направлении должно быть свободным, без заеданий и перекосов. Хруст и заедание подшипников при вращении шарнира не допускаются. При общей сборке главной передачи (см. рис. 58) в канавку ступицы 51 в сборе укладывают 32 ролика и смазывают их «Литолом-24». Обжимают ролики втулкой 75005104 В (для мотоциклов «Днепр») или 7205104 (для мотоциклов серии «Урал»), Для подбора толщины пакета регулировочных шайб 13 в картер главной передачи в сборе с ведущим зубчатым колесом и на ступицу ведомого зубчатого колеса в сборе с роликами устанавливают специальное (эталонное) кольцо. Проверяют зазор между зубьями колес индикатором— зазор должен быть 0,22...0,45 мм. Измеряют размер от торца шарикоподшипника ведомого зубчатого колеса до плоскости разъема картера. Подбирают регулировочные шайбы; толщину их пакета определяют как разность между толщиной прокладки 7205107 и показанием индикатора, взятым с плюсом или минусом. Регулировочные шайбы подбирают с таким расчетом, чтобы зазор в зубчатой паре собранной передачи был 0,1...0,3 мм. После этого вынимают ведомое зубчатое колесо из картера главной передачи, снимают со ступицы специальное (эталонное) кольцо и подбирают распорное кольцо 54 согласно следующим данным:
номер эталонного кольца 419 641 410 642 419 648 419 644 419 645 номер распорного кольца 7.205 235 7.205 237 7.205 533 7.205 234 7.205 236 толщина колец, мм 1,2 1,5 1,7 1,8 2,0
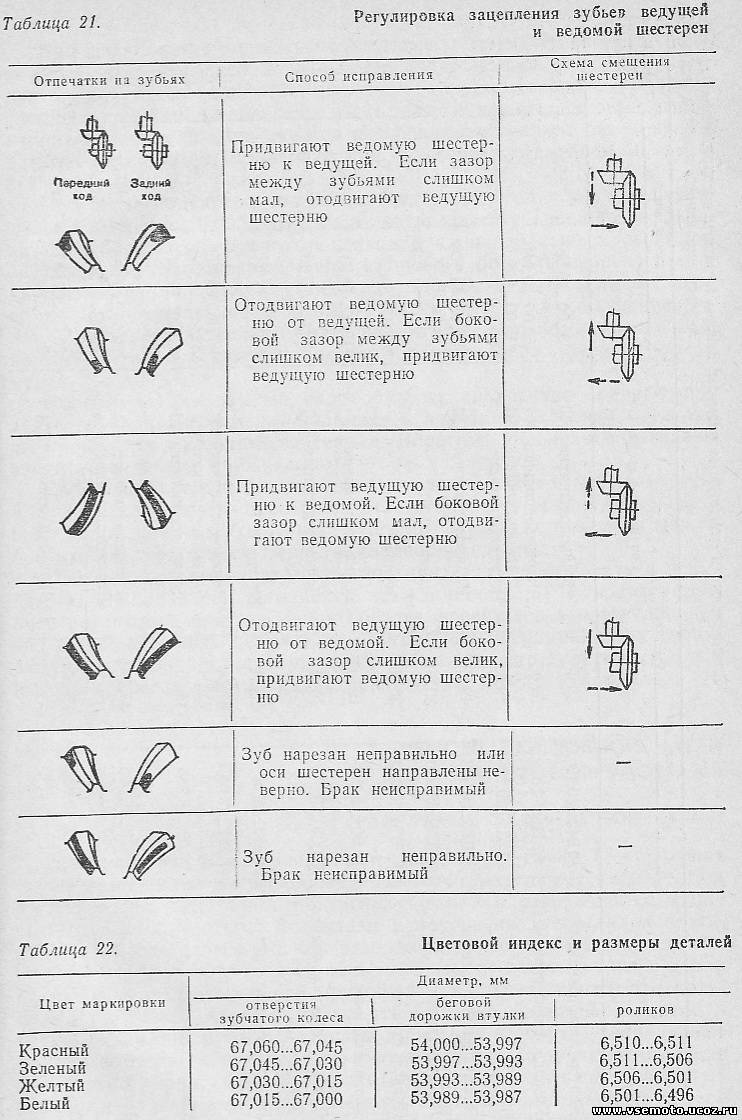
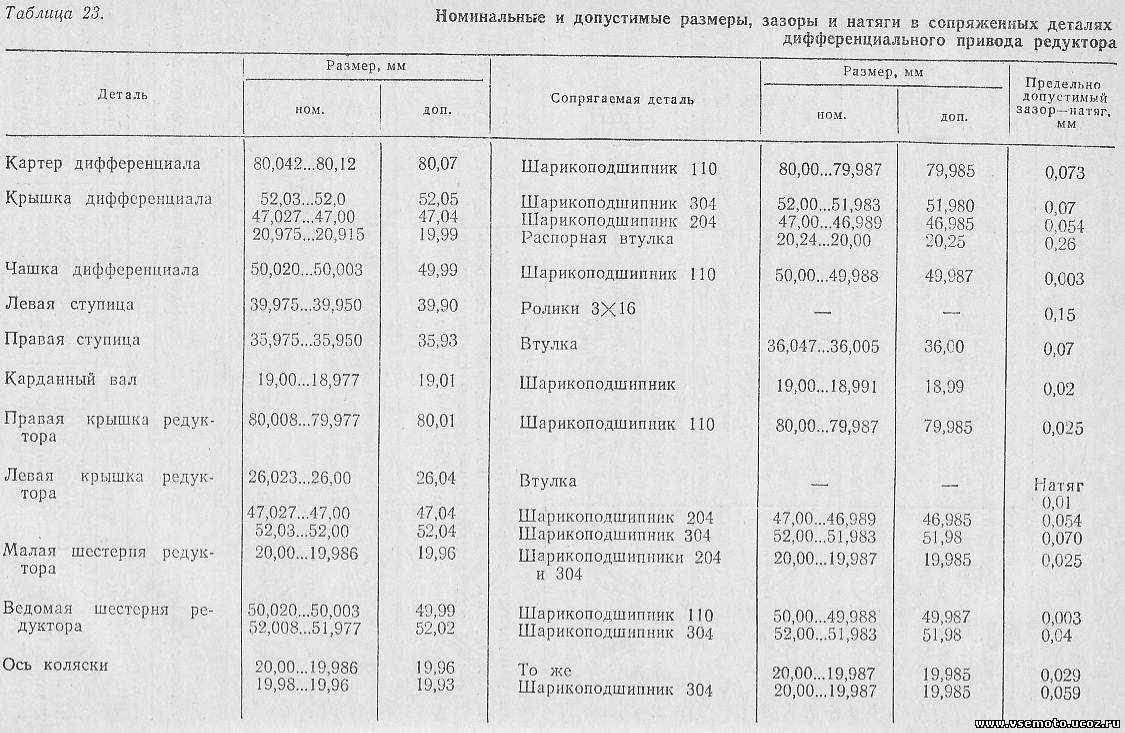
Подобранное распорное кольцо смазывают «Литолом-24» и устанавливают на ступицу ведомого зубчатого колеса. Устанавливают на крышку картера 45 набор регулировочных шайб, распорную втулку 55 и запрессовывают ведомое зубчатое колесо в сборе в крышку картера. Подшипник должен вращаться свободно, без заеданий и стуков, заметное на глаз биение задней плоскости зубчатого колеса относительно торца крышки не допускается. Далее протирают картер и крышку картера в сборе, ставят на фланец картера прокладку, предварительно пропитав ее в масле для двигателя, устанавливают на картер крышку в сборе с ведомым зубчатым колесом. При установке крышки допускается обстукивание ее алюминиевым молотком. Затем надевают на шпильки замковые шайбы и затягивают гайки 42. Надевают пружину 2 на воротниковый сальник и закладывают его в картер главной передачи, устанавливают крышку сальника 4 и приворачивают ее винтами 5 до отказа. Смазывают кулачок заднего тормоза 58 и, надев шайбу 57, вставляют его в картер. Надевают рычаг заднего тормоза 56 на кулачок, устанавливают пружинную шайбу 43 и затягивают гайку 42. Качка рычага на шлицах кулачка не допускается. Регулируют натяг внутреннего кольца радиально-упорного подшипника. Подбирают прокладки 15 подшипника набором регулировочных шайб 13, насадив предварительно на шлицы ведущего зубчатого колеса шлицевую вилку 19 карданного вала. Устанавливают клиновой винт 18 так, чтобы его головка не утопала за плоскость бобышки вилки. Надевают шайбу 33, затягивают гайку 35 до отказа и устанавливают шплинт 34. Утолщенный конец клинового болта не должен утопать за плоскость бобышки. Качка клинового болта и неплотное прилегание прокладочной шайбы к вилке не допускаются. При нормально затянутом клиновом болте ведущее зубчатое колесо должно свободно вращаться в подшипнике и не иметь ощутимого на руку осевого зазора. После сбора главной передачи проверяют зацепление зубчатых колес на краску, для чего на рабочие поверхности зубьев ведущего зубчатого колеса наносят тонкий слой краски и несколько раз проворачивают зубчатые колеса. Отворачивают гайки, снимают крышку картера и проверяют зацепление колес по отпечаткам на зубьях. Работу проводят, как указано в таблице 21. Заворачивают кожух 23 карданного вала в картер главной передачи от руки. При сборе главной передачи с дифференциалом коническое ведомое зубчатое колесо устанавливают в комплекте со втулкой и роликами 6,4...6,5 мм (29 штук) по размерным группам, указанным в таблице 22. Для ремонтируемых деталей, имеющих допустимый износ, комплект подбирают так, чтобы суммарный зазор в подшипнике зубчатого колеса был 0,013...0,06 мм. Номинальные и допустимые размеры, зазоры и натяги в сопряженных деталях дифференциала приведены в таблице 23. Собранный дифференциал должен иметь биение карданного вала, идущего от коробки передач, не более 1,5 мм на расстоянии 10 мм от уплотнительного кольца до колпака карданного вала и боковой зазор между зубьями конических зубчатых колес 0,1...0,3 мм. Утолщенный конец клиновых болтов не должен утопать за плоскость бобышки шлицевой вилки.
Таблица 21. Регулировка зацепления зубьев ведущей и ведомой шестерен Таблица 22. Цветовой индекс и размеры деталей Таблица 23. Номинальные и допустимые размеры, зазоры и натяги в сопряженных деталях дифференциального привода редуктора Дифференциал испытывают вращением карданного вала, идущего от коробки передач, при неподвижном карданном вале, идущем к редуктору, а также при освобожденном карданном вале. Во время сборки и испытаний проверяют отсутствие течи в сальниковых уплотнениях и разъемах. Допускается масляное отпотевание без подтеков и каплеобразования. Проверяют при опрессовке давлением 10 кПа в течение 1 мин. При сборе редуктора колеса коляски распорную втулку запрессовывают с натягом 0,095...0,01 мм в левую крышку. Трещины на крышке не допускаются. Зубчатые колеса должны вращаться свободно, без заеданий. Утолщенный конец клинового болта поперечного карданного вала не должен утопать за плоскость бобышки шлицевой вилки при номинальном ее размере от оси 24 мм. Качка и повреждение поверхности клинового болта не допускаются. Зазор между клиновым болтом и стенкой колпака карданного вала должен быть не менее 3 мм. Поперечный карданный вал собирают аналогично сборке продольного карданного вала. Сальники и воротник сальника не должны пропускать смазочный материал. Воротник сальника натягивают изменением длины пружины. Собранный редуктор заправляют маслом АКп-10 в количестве 0,15 л. После сборки проверяют отсутствие течи масла через сальники давлением воздуха 10 кПа в течение 1 мин. Допускается масляное отпотевание без подтеков и каплеобразования. Отремонтированные агрегаты мотоцикла лучше обкатать и испытать на стенде перед установкой на мотоцикл. Это позволит устранить возникшие неполадки при обкатке агрегата и его регулировок без- дополнительных демонтажно-монтажных операций. Если специальных стендов нет, агрегат можно обкатать, отрегулировать и испытать пробегом мотоцикла по режиму для нового мотоцикла.