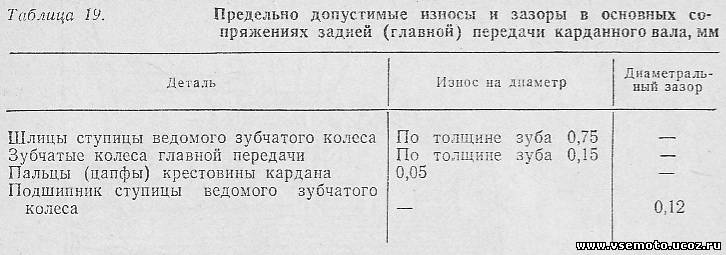
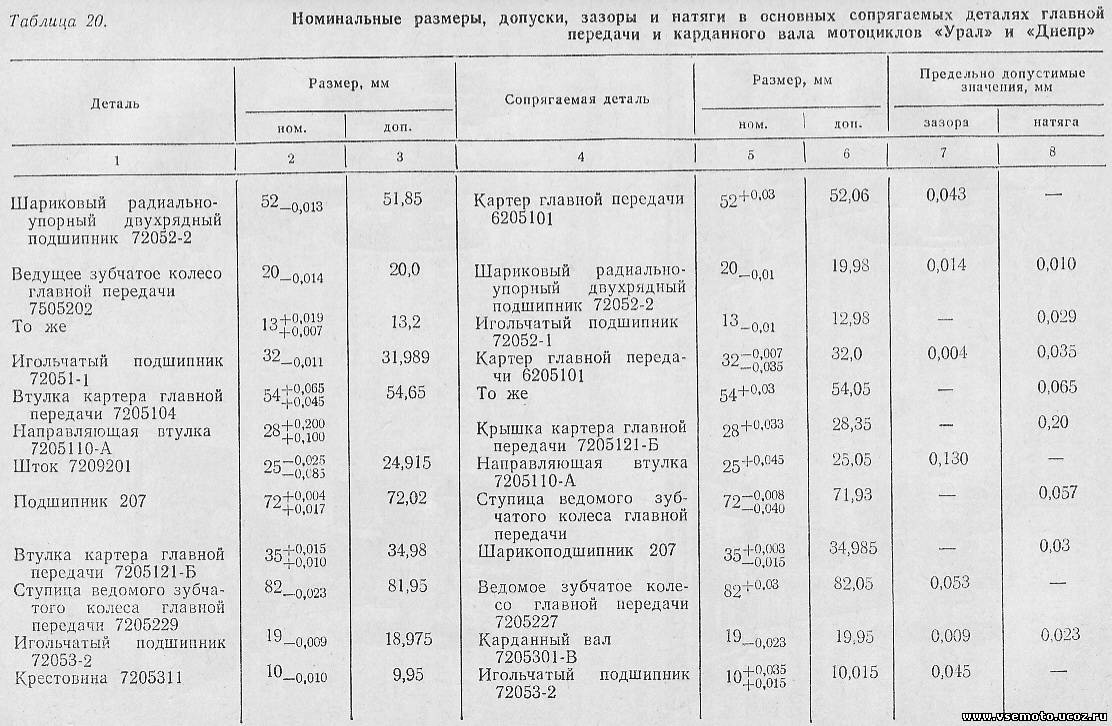
Чтобы установить пригодность отдельных деталей к дальнейшей эксплуатации, можно воспользоваться таблицами 19 и 20, где даны предельно допустимые величины износов и зазоров в сопрягаемых деталях.
Картер задней передачи со шпильками и втулкой в сборе изготовлен из алюминиевого сплава АЛ5 и имеет твердость НВ 75-100. При наличии трещин, выходящих на поверхности отверстий, плоскостей разъема и резьбовых отверстий, наличии пробоин, захватывающих ребра и фланцы отверстий, и при срыве резьбы под гайку более двух ниток картер заменяют. Все другие трещины устраняют разделкой и заливкой эпоксидной композицией и зачищают местные наплывы заподлицо с основным металлом.
При ремонте картер может иметь следующие дефекты:
- износ поверхности отверстия втулки под игольчатые подшипники до диаметра более 46,05 мм - заменяют втулку;
- коробление поверхности более допустимого (допускается коробление не более 0,07 мм) - обработать поверхность до устранения дефекта;
- износ поверхности отверстий под подшипник до диаметра более 52,06 и более 32,0 мм - после подготовки на поверхность нанести слой эпоксидной пасты толщиной 0,5..1 мм, после ее затвердения отверстия расточить до нормальных размеров 52+-0,03 и 32-0,007/-0,035 мм;
- износ поверхности отверстия картера под кронштейн до диаметра более 20,07 мм - обработать отверстие до ближайшего ремонтного размера 20,15+0,045 и 20,3+0,045 мм под кронштейн соответствующего ремонтного размера. Допускается обработать отверстия до размера 24+0,045 мм и запрессовать переходную втулку. При износе поверхности отверстия картера под кулак заднего тормоза до диаметра более 12,35 мм у мотоциклов серии «Урал» отверстие обработать под ремонтные размеры 12,5+0,0З5 и 12,75+0,0З5 мм под ремонтный кулак. Допускается обработать отверстия переходной втулки до ремонтного размера 18+0,035 мм, запрессовать втулку и обработать до нормального размера;
- износ поверхности отверстия картера под втулку до диаметра более 54,04 мм - обработать отверстие до ремонтного размера 54,5+0,03 мм под ремонтную втулку;
- износ поверхности отверстия картера под втулку до диаметра более 16,06 мм - обработать отверстие до ремонтного размера 16,5+0,035 мм под ремонтную втулку кулака. При износе поверхности отверстия картера под ось до диаметра более 14,06 мм у мотоциклов серии «Урал» отверстие обработать до ремонтного размера 14,2+0,035 мм под ремонтную ось тормозных колодок;
- ослабление посадки шпилек в резьбовых отверстиях картера при срыве более двух ниток - рассверлить отверстие и нарезать резьбу ремонтного размера под ремонтную шпильку;
- износ выточки бурта картера под корпус колеса до ширины более 7 мм - обварить бурт и обработать до нормального размера 6+0,25 мм;
- ослабление посадки шпилек в резьбовых отверстиях картера при срыве резьбы более двух ниток - рассверлить отверстие и нарезать резьбу ремонтного размера под соответствующую ремонтную деталь.
При срыве резьбы на шпильках более двух ниток их заменяют.
Крышка картера главной передачи в сборе изготовлена из алюминиевого сплава АЛ4 и имеет твердость НВ 70. При трещинах любого размера и расположения крышку заменяют.
При ремонте крышка может иметь следующие дефекты:
- коробление поверхности прилегания к картеру более 0,07 мм- обработать поверхность до устранения недопустимого коробления;
- износ поверхности отверстия под подшипник до диаметра менее 34,98 мм - нанести на поверхность после подготовки слой эпоксидной пасты толщиной 0,5...1,0 мм и после ее затвердения обработать отверстие до нормального размера З5+0,015/+0,010 мм;
- износ поверхности отверстия под ось заднего колеса до диаметра более 20,1 мм - обработать отверстие до ближайшего ремонтного размера 20,25+0,045 и 20,5+0,045 мм под ремонтную ось;
- износ поверхности крышки под ступицу ведомого зубчатого колеса до диаметра менее 33,74 мм - обработать поверхность до размера 30+0,100/+0,055 мм, напрессовать переходную втулку и обработать ее поверхность до нормального размера под ступицу 34-0,075/-0,160 мм;
- ослабление посадки шпилек в резьбовых отверстиях крышки при срыве резьбы в отверстиях более двух ниток - рассверлить отверстия и нарезать резьбу ремонтного размера М10Х 1 под ремонтные шпильки;
- срыв резьбы шпильки более двух ниток, погнутость шпильки более допустимой (допускается неперпендикулярность осей шпилек к плоскости разъема не более 0,5 мм на длине шпильки) - в обоих случаях заменить шпильки.
Ведущее зубчатое колесо главной передачи изготовлено из стали 18 ХГТ или 12 ХНЗА и имеет твердость НRС 58-62, а шлицы - НRС 45.
При ремонте ведущее зубчатое колесо может иметь следующие дефекты:
- трещины любого размера и расположения, выкрошивание цементованного слоя на зубьях более 3 мм на стороне одного зуба, износ зубьев по толщине более допустимой (допускается боковой зазор в зацеплении с эталонным, зубчатым колесом не более 0,35 мм) и боковых поверхностей шлицев до толщины шлица менее 3,8 мм- заменить зубчатое колесо;
- износ поверхностей под подшипники до размеров менее 13 и 19,95 мм - хромировать поверхность и шлифовать до нормальных диаметров шеек 13+0,019/+0,007 мм и 20/-0,014 мм.
Ведомое зубчатое колесо главной передачи изготовлено из стали 18ХГТ или 12 ХНЗЛ и имеет твердость НRС 58-62. При наличии дефектов, указанных для ведущего зубчатого колеса, ведомое зубчатое колесо заменяют.
При ремонте зубчатое колесо может иметь следующие дефекты:
- износ поверхности отверстия под ступицу до диаметра более 82,06 мм - хромировать поверхность и шлифовать до нормального размера отверстия 82+0,085 мм;
- срыв резьбы более двух ниток или износ более чем М8Х1 - рассверлить отверстие твердосплавным сверлом и нарезать резьбу ремонтного размера под ремонтный болт.
Ступица ведомого зубчатого колеса изготовлена из стали 15Х, имеет твердость цементованной части НRС 54-58 и остальной - НRС 30. При наличии трещин любого размера и расположения, а также при износе зубьев до толщины менее 2 мм ступицу заменяют.
При ремонте ступица может иметь следующие дефекты:
- износ поверхности отверстия под подшипник до диаметра более 72,01 мм - восстановить поверхность электронатиранием до нормального размера отверстия 72-0,08/-0,040 мм. Допускается нанести на поверхность эпоксидную пасту или хромирование с последующей обработкой отверстия до нормального размера;
- износ поверхности ступицы под зубчатое колесо до диаметра менее 81,95 мм - хромировать поверхность и шлифовать до нормального размера ступицы 82/-0,023 мм;
- износ поверхности отверстия под крышку картера до диаметра более 34,44 мм - хромировать поверхность и шлифовать до нормального размера отверстия 34,1+0,08 мм;
- износ поверхности ступицы под воротник сальника до диаметра менее 44,5 мм - хромировать поверхность и шлифовать до нормального размера ступицы 45/-0,17 мм;
- износ поверхности ступицы под игольчатые ролики до диаметра менее 39,9 мм - обработать поверхность до ремонтного размера ступицы 39,5-0,025/-0,050 мм под ремонтные ролики.
Карданный вал изготовлен из стали ЗОХГС и имеет твердость НВ 230-285. При износе боковых поверхностей шлицев до толщины менее 3,8 мм, поверхности отверстия под ведомый вал коробки передач - до диаметра более 11,95 мм карданный вал заменяют. Допускается заварка отверстия и обработка его до нормального размера 11,5+0,07 мм
При ремонте карданный вал может иметь следующие дефекты:
- износ поверхности вала под уплотнительное кольцо до диаметра менее 14,5 мм - обварить поверхность и обработать до нормального размера вала 15/-0,12 мм, для мотоциклов «Урал» - 15+-0,25 мм;
- погнутость вала более допустимого (допускается биение поверхностей Б и В не более 0,1 мм) - выправить вал до устранения погнутости. Для мотоциклов серии «Урал» при износе поверхности под подшипник более 19,01 мм допускается заварка отверстия и обработка до нормального размера 19/-0,023 мм.
Диск упругого карданного шарнира изготовлен из стали 35 или 45. При трещинах любого размера и расположения и износе боковых поверхностей шлицевых пазов до ширины паза более 4,12 мм диск заменяют.
Шлицевая вилка карданного вала изготовлена из стали 35 и имеет твердость 34 НRС 40-52. При износе шлицевых пазов до ширины более 4,13 мм и отверстия под подшипник - до диаметра более 19,01 мм вилку заменяют. Допускается обварка и обработка отверстия до нормального диаметра 19/-0,023 мм. Поверхности вилки под сальник при износе до диаметра менее 33,4 мм обварить и обработать до нормального размера 34/-0,2 мм.
Крестовина карданного шарнира изготовлена из стали 12ХНЗА и имеет твердость НRС 58-62. При износе пальцев под подшипники до диаметра менее 9,95 мм и срыве резьбы более двух ниток крестовину заменяют. Допускается обварка и обработка поверхности пальцев до их нормального размера с обеспечением указанной твердости.
Колпак карданного вала при ремонте может иметь следующие дефекты:
- срыв резьбы в гайке более двух ниток - заменить гайку;
- обрывы и трещины на колпаке - заварить и зачистить шов; вмятины на колпаке более допустимой глубины (допускаются вмятины глубиной не более 0,5 мм) - выправить колпак;
- износ поверхности отверстий гайки под вороток до диаметра более 5,4 мм - просверлить новые отверстия в промежутках между старыми по тому же диаметру.
Ниже рассмотрены дефекты и способы ремонта деталей главной передачи мотоцикла с ведущим колесом коляски.
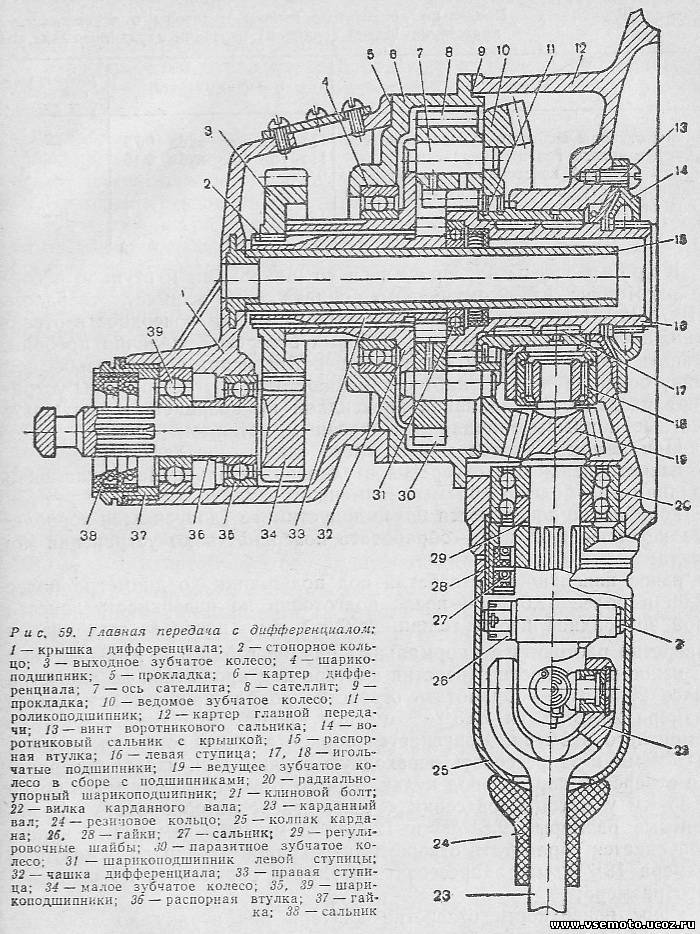
Выходное зубчатое колесо дифференциала (см. рис. 59) изготовлено из стали 18ХГТ и имеет твердость НRС 58-62. При выкрошивании цианированного слоя на стороне зуба более 3 мм', износе зубьев (наружных - до толщины менее 5,1 мм, внутренних- до ширины более 2,8 мм) и боковых поверхностей шлицевых пазов до ширины более 6,2 мм зубчатое колесо заменяют.
Правая ступица изготовлена из стали 18ХГТ и имеет твердость НRС 58-62. При выкрошивании цианированного слоя на зубьях более допустимого, износе зубьев до толщины менее 5,8 мм ступицу заменяют. Допускается обварка и обработка боковых поверхностей шлицев до нормального размера 6-0,022/-0,050 мм с обеспечением необходимой твердости. При износе ступицы под втулку до диаметра 35,93 мм поверхность хромируют и обрабатывают до нормального размера 36-0,025/-0,050 мм.
Сателлит изготовлен из стали 18ХГТ и имеет твердость НRС 58-62. При выкрошивании цианированного слоя на зубьях более допустимого и их износе до толщины менее 5,8 мм сателлит заменяют. При износе поверхности отверстия под ось до диаметра более 12,06 мм отверстие обрабатывают до ремонтного размера 12,3+0,019 мм под ремонтную ось.
Ось сателлита изготовлена из стали 15Х и имеет твердость НRС 58-62. При износе поверхностей под сателлит до диаметра менее 11,95 мм и под чашку дифференциала до диаметра менее 9,99 мм ось заменяют.
Передаточное зубчатое колесо изготовлено из стали 18ХГТ и имеет твердость НRС 58-62. При выкрошивании цианированного слоя на зубьях более допустимого и износе зубьев до толщины менее 5,2 мм колесо заменяют. Износ поверхности отверстия под ось до диаметра более 12,06 мм восстанавливают обработкой до ремонтного размера отверстия 12,3 мм под ремонтную ось.
Ведомое коническое зубчатое колесо изготовлено из стали 12ХНЗА и имеет твердость НRС 58-62. При выкрошивании цианированного слоя зубьев более допустимого и износе зубьев по толщине при боковом зазоре в зубчатой паре более 0,35 мм колесо заменяют.
При ремонте зубчатое колесо может иметь следующие дефекты:
- износ поверхности отверстия под ролики до диаметра более 67,07 мм - обработать поверхность до ремонтного размера отверстия 67,6 мм под ремонтные ролики;
- износ поверхности отверстия под ось до диаметра более 10,02 мм - обработать поверхность совместно с чашкой дифференциала до ближайшего ремонтного размера отверстия 10,25; 10,5; 10,75; 11 мм, под ремонтную ось - 10,25; 10,5; 10,75; 11 мм и под больший диаметр - 12,3 мм ремонтной оси;
- износ отверстия под ролик до диаметра более 7,03 мм - обработать отверстие до ближайшего ремонтного размера 7,25; 7,5; 7,75 и 8 мм под ремонтный ролик. Конусность и овальность ролика не более 0,002 мм, твердость НRС 61-65;
- срыв резьбы отверстия зубчатого колеса более двух ниток рассверлить отверстие и нарезать резьбу ремонтного размера М10Х1 под ремонтный болт.
Распорная втулка изготовлена из стали 35. При трещинах, износе отверстия под ось заднего колеса до диаметра более 20,25 мм и износе поверхности под подшипник до диаметра менее 24,88 мм втулку заменяют. Допускается хромировать и шлифовать поверхность втулки до нормального размера 25 мм.
Чашка дифференциала изготовлена из стали 40Х твердостью НRС 40-50. При трещинах, износе боковых поверхностей шлицев до ширины менее 8,75 мм чашку заменяют. Допускается обварка и обработка шлицев до нормального размера с указанной твердостью.
При ремонте чашка может иметь следующие дефекты:
- износ цилиндрических поверхностей шлицев до диаметра менее 49,95 мм - хромировать поверхность шлицев и обработать до нормального размера 50 мм;
- износ поверхности отверстия под втулку до диаметра более 38,57 мм - хромировать отверстие и обработать до нормального размера 38,5 мм;
- износ поверхности чашки под подшипник до диаметра менее 49,99 мм - хромировать поверхность и обработать до нормального размера 50 мм;
- износ поверхности отверстия под ось до диаметра более 10,02 мм- заварить отверстие и обработать до нормального размера 10 мм с обеспечением указанной твердости. Допускается обработка дефектного отверстия совместно с ведомым коническим зубчатым колесом до ближайшего ремонтного размера 10,25; 10,5; 10,75 и 11 мм под ремонтную ось, указанную ранее;
- износ отверстия под ролик до диаметра более 7,03 - обработать отверстие до ближайшего ремонтного размера, указанного при ремонте ведомого зубчатого колеса под ремонтный ролик.
Левая ступица изготовлена из стали 18ХГТ с твердостью НRС 58-62. При выкрошивании цианированного слоя на зубьях более допустимого и износе зубьев до толщины менее 4,27 и 3 мм ступицу заменяют.
При ремонте ступица может иметь следующие дефекты:
- износ поверхности под сальник до диаметра менее 44,5 мм - хромировать поверхность и обработать до нормального размера ступицы
45 мм;
- износ поверхности отверстия под подшипник до диаметра более 47,02 мм - хромировать поверхность и обработать до нормального размера отверстия 47 мм;
- износ поверхности ступицы под ролики более 39,9 мм - обработать поверхность до ремонтного размера 39,5 мм под ремонтные ролики диаметром 3,25 мм.
Картер дифференциала изготовлен из алюминиевого сплава АЛ5 с твердостью НВ 70.
При ремонте картер может иметь следующие дефекты:
- трещины, обломы любого размера и расположения - заменить картер;
- коробление поверхностей более 0,06 мм - обработать дефектную поверхность до устранения коробления;
- износ отверстия под подшипник до диаметра более 80,6 мм- хромировать поверхность и обработать до номинального размера отверстия 80 мм.
Карданный вал для передачи вращения колесу коляски изготовлен из стали ЗОХГС и имеет твердость закаленной части НRС 38-43, остальной поверхности - НВ 230-285. При трещинах, следах скручивания и износе шлицев до толщины менее 3,8 мм вал заменяют. При износе отверстия под подшипник до диаметра более 19,01 мм его поверхность обваривают и обрабатывают до нормального размера отверстия 19 мм.
Втулка картера главной передачи изготовлена из стали 18ХГТ и имеет твердость НRС 58-62. При износе поверхности отверстия под ролики до диаметра более 46,06 мм втулку заменяют. При износе поверхности втулки ролика до диаметра менее 58,986 мм поверхность хромируют и обрабатывают до нормального размера. При износе поверхности под картер главной передачи до диаметра менее 54,04 мм поверхность хромируют и обрабатывают до нормального размера.
Крышка дифференциала изготовлена из алюминиевого сплава АЛ5 и имеет твердость НВ 70. При трещинах, обломах и срыве резьбы более двух ниток крышку заменяют. Допускается резьбу обварить, проточить и нарезать резьбу нормального размера М56Х1,5 (левая).
При ремонте крышка может иметь следующие дефекты:
- коробление поверхности более 0,06 мм - обработать поверхность до устранения коробления;
- износ отверстия под подшипник до диаметра более 52,05 мм- восстановить поверхность нанесением эпоксидной пасты или электронатиранием, после чего обработать до нормального размера отверстия 52 мм
- износ поверхности отверстия под подшипник до диаметра более 47,04 мм - восстановить поверхность, как и в предыдущем случае, и, обработать до нормального размера отверстия 47 мм;
- износ поверхности вставки под распорную втулку до диаметра менее 19,09 мм - обработать поверхность до ремонтного размера 19 мм под ремонтную распорную втулку диаметром 19,6 мм;
- срыв резьбы отверстия более двух ниток - рассверлить отверстие, заварить, просверлить и нарезать резьбу нормального размера М14Х 1,5. Допускается сверление резьбового отверстия и нарезка резьбы ремонтного размера М16Х1,5 под ремонтную пробку;
- срыв резьбы отверстия более двух ниток - рассверлить отверстие, заварить, просверлить и нарезать резьбу нормального размера М5. Допускается сверление резьбового отверстии и нарезка резьбы ремонтного размера М6 под ремонтный винт.
Правая крышка редуктора изготовлена из алюминиевого сплава АЛ5 и имеет твердость НВ 70. При трещинах любого размера и расположения крышку заменяют.
При ремонте крышка может иметь следующие дефекты:
- коробление поверхности более 0,06 мм - обработать поверхность до устранения недопустимого коробления;
- износ поверхности отверстия под подшипник до диаметра более 80,1 мм - восстановить поверхность электронатиранием или хромировать и обработать под нормальный размер отверстия 80 мм;
- срыв резьбы отверстия более двух ниток - рассверлить отверстие и нарезать резьбу ремонтного размера М6 под ремонтный винт.
Левая крышка редуктора изготовлена из алюминиевого сплава АЛ5. При наличии дефектов, указанных для правой крышки, левую также заменяют.
При ремонте крышка может иметь следующие дефекты:
- коробление поверхности более 0,06 мм - обработать поверхность до устранения недопустимого коробления;
- износ поверхности отверстия под втулку до диаметра более 26,04 мм - обработать отверстие до ближайшего ремонтного размера 26,2 мм и 26,4 мм под ремонтную распорную втулку;
- износ отверстия под подшипник до диаметра более 47,04 мм- восстановить поверхность электронатиранием или: хромированием и обработать под нормальный размер отверстия 47 мм;
- износ отверстия под подшипник до диаметра более 52,04 мм- восстановить отверстие, как в предыдущем случае, но до размера 52 мм;
- срыв резьбы отверстия более двух ниток - расточить отверстие и нарезать резьбу ремонтного размера М60Х1,5 под ремонтную гайку редуктора.
Малое зубчатое колесо изготовлено из стали 12ХНЗА и имеет твердость НRС 58-62. При выкрошивании цементованного слоя более допустимого, износе зубьев до толщины менее 5,44 мм и шлицев - до толщины менее 3,8 мм зубчатое колесо заменяют. При износе поверхности под подшипник до диаметра менее 19,96 мм. поверхность хромируют и обрабатывают до нормального размера 20 мм.
Ведомое зубчатое колесо изготовлено из стали 18ХГТ и имеет твердость НRС 58-62. При выкрошивании цементованного слоя зубьев более допустимого, износе зубьев до толщины менее 5,1 и 2 мм зубчатое колесо заменяют. Допускается сточка, обварка, обработка и нарезка зубьев до нормального размера 2,35 мм с обеспечением указанной твердости. При износе поверхности зубчатого колеса подсальника до диаметра менее 44,5 мм поверхность хромируют или восстанавливают электронатиранием и обрабатывают до нормального размера колеса 45 мм. При износе поверхности зубчатого колеса под подшипник до диаметра менее 49,99 мм поверхность хромируют или восстанавливают электронатиранием и шлифуют до нормального размера колеса 50 мм. При износе отверстия под подшипник до диаметра более 52,02 мм поверхность хромируют или восстанавливают электронатиранием и обрабатывают до размера 52 мм.
Маятник коляски в сборе при ремонте может иметь следующие дефекты:
- трещины корпуса редуктора - заменить корпус;
- коробление поверхностей более 0,06 мм - обработать поверхности до устранения недопустимого коробления;
- износ поверхности оси рычага под втулки сайлентблока до диаметра менее 21,2 мм - заменить ось. Допускается обварка и обработка поверхности до нормального размера оси 21,7 мм;
- ослабление посадки шпилек при срыве резьбы в отверстиях корпуса редуктора более двух ниток- рассверлить отверстие и нарезать резьбу ремонтного размера М10Х1 под ремонтную шпильку;
- срыв резьбы шпильки более двух ниток, погнутость шпильки более допустимой - заменить дефектные шпильки. Допускается неперпендикулярность осей шпилек к поверхностям не более 0,5 мм на длине шпильки;
- срыв резьбы оси рычага более двух ниток - рассверлить отверстие и нарезать резьбу ремонтного размера М12 под ремонтный болт;
- срыв резьбы в корпусе редуктора более двух ниток - рассверлить отверстие, заварить, снова просверлить и нарезать резьбу нормального размера М14Х1,5. Допускается нарезка ремонтного размера М16Х1,5 под ремонтную пробку.
Ось коляски изготовлена из стали 60С2А и имеет твердость НRС 30-35. При трещинах любого размера и расположения ось заменяют.
При ремонте ось может иметь следующие дефекты:
- износ поверхности оси под подшипник менее диаметра 19,96 мм- хромировать поверхность и обработать до нормального размера оси 20 мм;
- износ поверхности оси под сальник до диаметра менее 24,6 мм- хромировать поверхность или обмазать эпоксидной пастой и дать затвердеть, затем обработать до нормального размера оси 25 мм;
- износ поверхности оси под подшипник до диаметра менее 19,93 мм - хромировать поверхность или нанести на нее эпоксидную пасту, дать затвердеть и обработать до нормального размера оси 25 мм;
- погнутость оси более 0,1 мм - выправить ось до устранения погнутости;
- срыв резьбы более двух ниток - расточить дефектную резьбу, обварить, проточить и нарезать резьбу нормального размера М20 х 1,5.