Сборка крышек распределительных коробок. После запрессовки штифтов и обойм распределительного вала крышки распределительных коробок тщательно осматривают, трещины и недопрессовка не допускаются. Обойма распределительного вала с сальником должна плотно входить в заточку крышки.
На двигателях мотоциклов «Урал-3» М-66 и «Урал» М-67-36 в распределительной крышке устанавливают бумажный очиститель масла двигателя 660190, его пружину 6601693 и прокладку 7205224-01, которые затягивают резьбовой пробкой 6601671. В крышке также монтируют перепускной смазочный клапан с регулировочным винтом давления. После сборки крышки проверяют смазочные линии на герметичность давлением не менее 300 кПа. Клапан должен открываться при давлении 80±1 кПа.
Смазочный насос двигателей мотоциклов «Днепр» К-650, МТ-9 и МТ-10-36 следует собирать в таком порядке: в корпус насоса запрессовывают штифт и устанавливают ведомое и ведущее зубчатые колеса; надевают прокладку и крышку корпуса; устанавливают перепускной клапан и заборную трубку. Запрессовывают шарикоподшипник 209 до упора в кольцо корпуса переднего подшипника двигателя, вставляют в отверстие корпуса под собранный смазочный насос (хвостовиком ведущего зубчатого колеса), а в отверстия корпуса подшипника — шпильки или болты с установленными на них специальными шайбами и заворачивают их до отказа, отгибают на грани болтов края шайб. Устанавливают на выходящий хвостовик ведущего зубчатого колеса смазочного насоса шпонку и затем зубчатое колесо привода насоса, затягивают гайку до отказа и шплинтуют. Смазочный насос в сборе с корпусом переднего подшипника двигателя испытывают на работоспособность редукционного клапана, герметичность и давление.
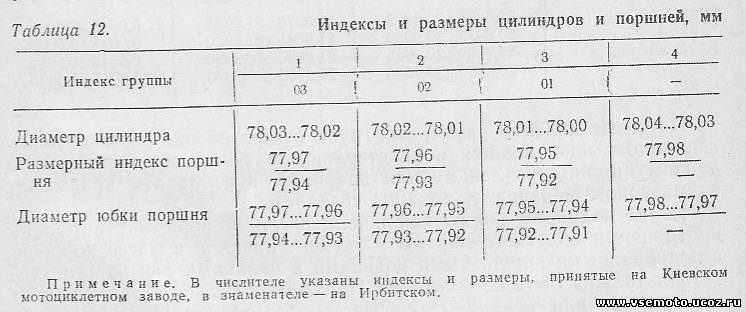
Подбор цилиндров и поршней. На двигатели устанавливают цилиндры и поршни нормального или одного и того же ремонтного размера. Зазор между поршнем и цилиндром должен быть для новых поршней и цилиндров 0,07...0,09 мм и для поршней и цилиндров ремонтных размеров — 0,08...0,10 мм. Для обеспечения подбора цилиндры и поршни сортируют в пределах каждого размера на размерные группы, обозначаемые размерными индексами: цилиндры — по диаметру отверстия, поршни — по диаметру юбки в плоскости, перпендикулярной оси пальца. Размерные индексы клеймят на днище поршня и на фланце цилиндра; они соответствуют следующим размерам (табл. 12).
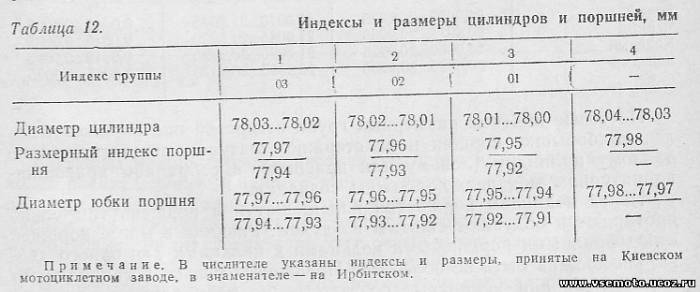
Примечание. В числителе указаны индексы и размеры, принятые на Киевском мотоциклетном заводе, в знаменателе — на Ирбитском.
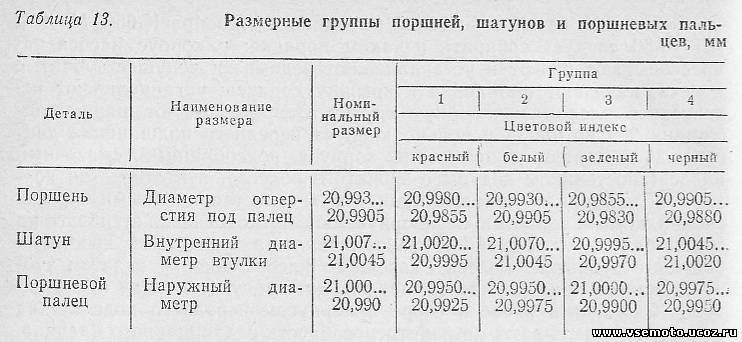
Ремонтные размеры цилиндров и поршней увеличены против нормальных: первого ремонта — на 0,2 мм, второго — на 0,5, третьего — на 1,0 мм. Чтобы обеспечить требуемый зазор в сопряжении цилиндр— поршень в пределах 0,08...0,10 мм, руководствуются вышеуказанными размерами и индексами. По размеру отверстий под поршневой палец поршни, шатуны (по верхней головке со втулкой) и поршневые пальцы сортируют на размерные группы, обозначаемые цветовыми индексами (табл. 13).
Таблица 13. Размерные группы поршней, шатунов и поршневых пальцев, мм
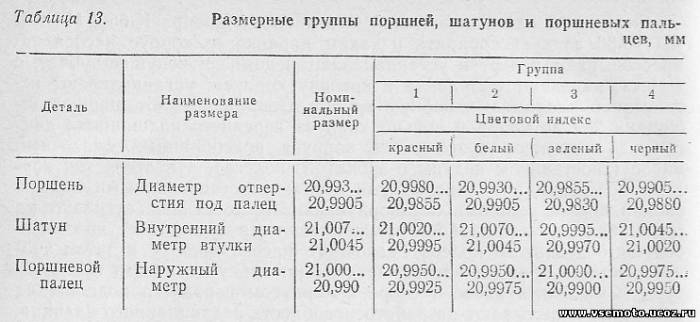
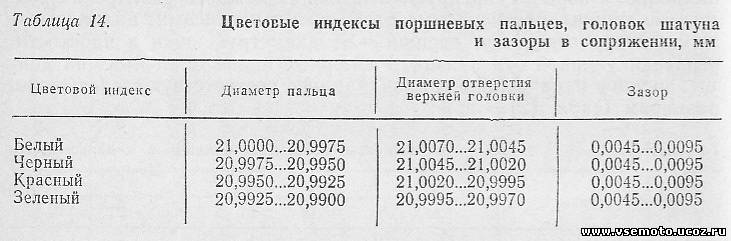
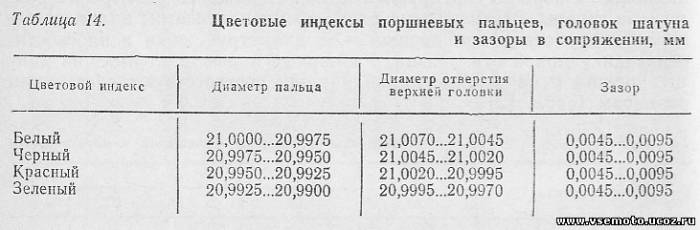
Поршневые пальцы подбирают так, чтобы их цветовой индекс соответствовал индексу на верхних головках шатунов. Палец должен плотно входить в отверстие верхней головки шатуна под давлением большого пальца руки. Зазор в соединении верхняя головка шатуна — поршневой палец должен соответствовать указанному в таблице 14.
Таблица 14. Цветовые индексы поршневых пальцев, головок шатуна и зазоры в сопряжении, мм
Цветовые индексы размерных групп отверстий под поршневой палец на бобышке поршня и на стержне шатуна, соответствующие данному цилиндру (левому или правому), в собранном кривошипно-шатунном механизме, должны совпадать.
Перед подбором поршневой палец, шатун и поршень тщательно протирают и обдувают сжатым воздухом. Разница в массе поршней с подобранными поршневыми кольцами и пальцами для одного двигателя должна быть не более 5 г. Поршневые кольца устанавливают нормальные или ремонтные соответственно размерам цилиндров и поршней.
|