Цилиндр двигателя мотоциклов К-750М и «Днепр-12» изготовлен из специального чугуна твердостью НВ 207-255. Если цилиндр имеет обломы ребер общей площадью более 15%, сколы кромок выпускных и впускных патрубков по внутренней поверхности глубиной более 10 мм, износ конусной поверхности седла клапана при утопании конусного калибра относительно торца более 2 мм, то такой цилиндр заменяют. Допускается наварить и обработать дефектные места до нормального размера. Кроме того, у цилиндра при ремонте могут быть следующие дефекты:
-риски, задиры, раковины на конусной поверхности седла клапана— обработать поверхность седла до устранения дефекта, но до размера, при котором утопание конусного калибра относительно торца седла клапана будет не более 2 мм;
-коробление плоскости разъема с головкой цилиндра более 0,1 мм — обработать плоскость до устранения дефекта, но до размера не менее 134,06 мм, а у мотоциклов «Днепр»—102 мм и «Урал»—94 мм;
-износ поверхности зеркала цилиндра — замерить внутренний диаметр цилиндра нутромером в пяти поясах на расстояниях 9, 16, 64, 74, 84 мм от верхней плоскости цилиндра в двух плоскостях: в плоскости качания шатуна и в плоскости, перпендикулярной ей; если овальность зеркала цилиндра превышает 0,07 мм, а конусообразность или износ превышает 0,15 мм, то цилиндр нуждается в расшлифовке под ближайший ремонтный размер поршня. Окончательно доводят поверхность зеркала цилиндра хонинг-процессом. Овальность и конусообразность допускается не более 0,015 мм, неперпендикулярность оси зеркала цилиндра к опорной плоскости фланца цилиндра не должна превышать 0,06 мм на длине 100 мм;
-износ поверхности отверстия направляющей клапана до диаметра более 9,25 мм — обработать отверстие до диаметра 13+0,035 мм под переходную втулку, которую также необходимо запрессовать и затем развернуть до нормального диаметра 9+0,03 мм;
-забоины на плоскости разъемов с картером — зачистить дефектную плоскость до устранения дефекта, но до размера «а» не менее 134,06 мм, а для мотоциклов «Днепр»— 102 мм и «Урал»—94 мм;
-ослабление посадки шпилек при срыве резьбы в отверстии более двух ниток — рассверлить отверстие и нарезать резьбу ремонтного размера М10 под ремонтную шпильку.
Для растачивания цилиндр устанавливают в патрон токарного станка типа 1А62 и растачивают резцом с пластиной из твердого сплава ВК-2 со скоростью резания 137 м/мин, при частоте вращения шпинделя 475 мин-1 и подаче 0,125 мм/об. Припуск на хонингование должен быть 0,04...0,06 мм. Зеркало цилиндра можно хонинговать на вертикально-хонинговальном станке ЗА833 с применением абразивных брусков К3120СТ2-Т2К, К3180СТ2К при предварительной обработке и К3280СМ2-С1Б, К3400СМ2 и М20СТ2-Т2К — при окончательной обработке.
Режим работы на станке: частота вращения шпинделя — 180 мин-1, скорость резания — 51 м/мин, скорость возвратно-поступательного движения хонинговальной головки — 20 м/мин.
При хонинговании обильно подают охлаждающую жидкость — керосин или смесь керосина с 10...20% машинного масла. Оба цилиндра обрабатывают только под один ремонтный размер. При отсутствии хонинговального станка эту обработку можно проводить на токарном или радиально-сверлильном станке, применяя при этом хонинговальную головку с пружинами под брусками.
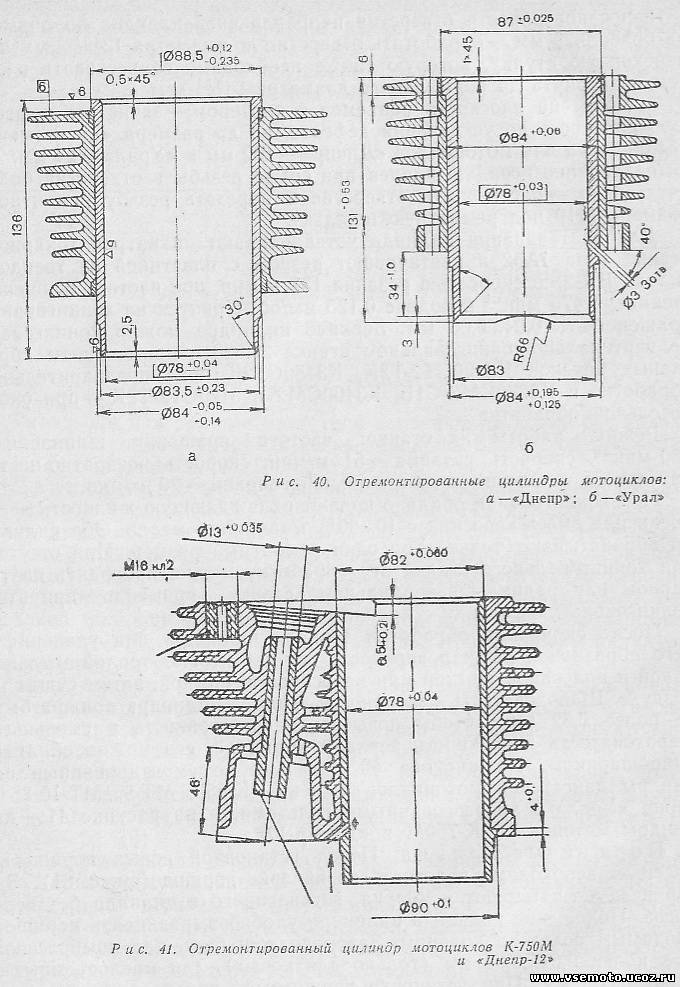
После окончания обработки зеркала цилиндра для удаления с него абразивной пыли поверхность его промывают теплой мыльной водой и волосяной щеткой или керосином и щеткой, затем сушат на воздухе. Шероховатость поверхности зеркала цилиндра должна быть не более 0,32 мкм; чтобы повысить износостойкость и уменьшить шероховатость поверхности зеркала цилиндра, его можно обкатать виброшариком. На рисунке 40 показаны отремонтированные цилиндры двигателей мотоциклов «Днепр» К-650, МТ-9, МТ-10-36 и серии «Урал» с запрессованными гильзами, а на рисунке 41 — цилиндры мотоциклов К-750М и «Днепр-12».
Поршневые кольца. Перед установкой новых поршневых колец их необходимо подогнать по канавке поршня (см. с. 61). Зазор в замке замеряют у кольца, вставленного в цилиндр без перекосов. Положение кольца в цилиндре удобно выравнивать поршнем, вводимым вслед за кольцом. Зазор должен быть для компрессионных колец 0,04...0,08 мм (только для новых), для маслосъемных — 0,025..0,065 мм. При установке поршневых колец в цилиндр не должно быть светового зазора по окружности между кольцом и цилиндром, допускается просвет до 0,12 мм на общей длине не более 1/4 окружности.
В случае отсутствия поршневых колец заводского изготовления их можно изготовить из литой толстостенной трубы мелкозернистого чугуна с наружным диаметром 80...85 мм и диаметром отверстия 55...60 мм. Трубу закрепляют в патроне токарного станка и за один установ протачивают по наружному и внутреннему диаметру, обеспечивая шероховатость поверхности 0,63 мкм. Затем отрезают кольца с небольшим припуском на доводку. Подогнанное кольцо разрезают ножовочным полотном, специально сточенным на наждачном круге до толщины 0,5...0,8 мм. Для придания кольцу упругости вначале разводят в стыке на расстояние 12...15 мм, для чего разрезанные кольца надевают на трубу подходящего размера, вместе с трубой нагревают до температуры 800...900°С и выдерживают в течение 20...25 мин, после чего охлаждают в масле. Затем вновь нагревают кольца до 350...400°С и медленно охлаждают на воздухе. Изготовленные кольца имеют правильную форму, однако не обладают упругостью заводских колец.
При сборке кольца надевают на поршень последовательно, с помощью специального приспособления или пластин, обеспечивающих минимальный развод колец в стыках. Надетые кольца должны свободно перемещаться в канавках поршня. Это проверяют встряхиванием поршня, промытого керосином; кольца должны свободно западать в канавки поршня.
Поршень. Допустимый износ отверстия под поршневой палец не должен превышать 0,02 мм. При наличии износа отверстия под поршневой палец и канавок под поршневые кольца более допустимых, а также при наличии задиров на юбке поршни заменяют. При первой замене поршней в незначительно изношенных цилиндрах, не требующих расточки и шлифовки, устанавливают поршни нормального размера группы, соответствующей фактическому размеру цилиндра. При расточке цилиндров устанавливают поршни соответствующего ремонтного размера, обеспечивая зазор между юбкой поршня и зеркалом цилиндра 0,08...0,10 мм. Наряду с подбором поршня к цилиндру по диаметру юбки следует подбирать их по весу. Это необходимо для уравновешенности двигателя. Разница в весе поршней двигателя не должна превышать 4 г. Взвешивать надо поршень в сборе с кольцами и пальцем. У подобранных поршней цветовая маркировка отверстий под поршневой палец должна соответствовать маркировке отверстия верхней головки шатуна. Маркировочную краску наносят на поршнях на нижнюю поверхность одной из бобышек, на шатунах — у верхней головки. Это позволит правильно подобрать поршневой палец.
Поршневой палец. Осматривают наружную поверхность пальца, проверяют, нет ли рисок, забоин, наволакивания бронзы и ощутимого износа. Износ поршневого пальца замеряют по краям и в середине, износ не должен превышать 0,015 минимального размера цветовой маркировки. При замене коленчатого вала, втулки в верхней головке шатуна, поршня или самого пальца новый палец подбирают по цветовой маркировке (нанесена на внутреннюю поверхность с одного конца), которая должна соответствовать цветовой маркировке отверстий поршня и верхней головки шатуна.
Поршневой палец можно восстановить хромированием с последующим шлифованием до нормального размера 21,014 или допустимого 20,986 мм с обеспечением при сборке зазора во втулке верхней головки шатуна 0,0045...0,0095 мм и натяга в бобышках поршня 0,0045...0,0095 мм.