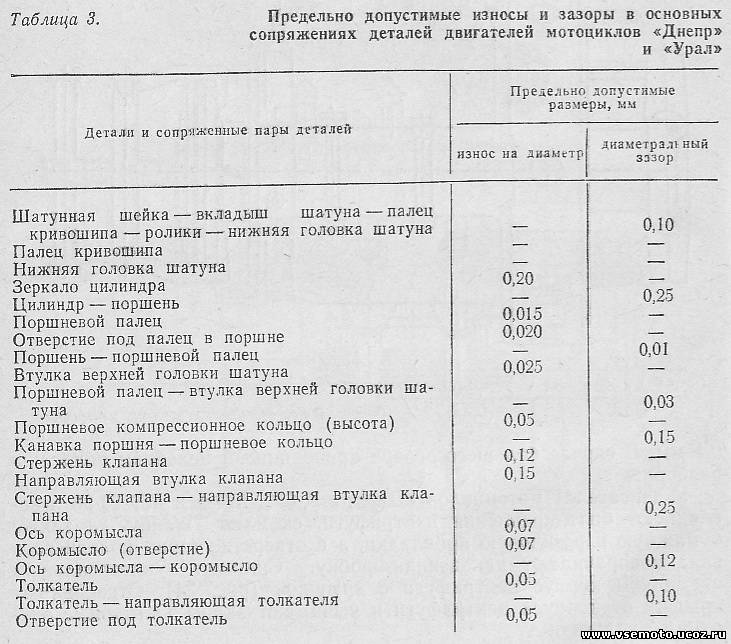
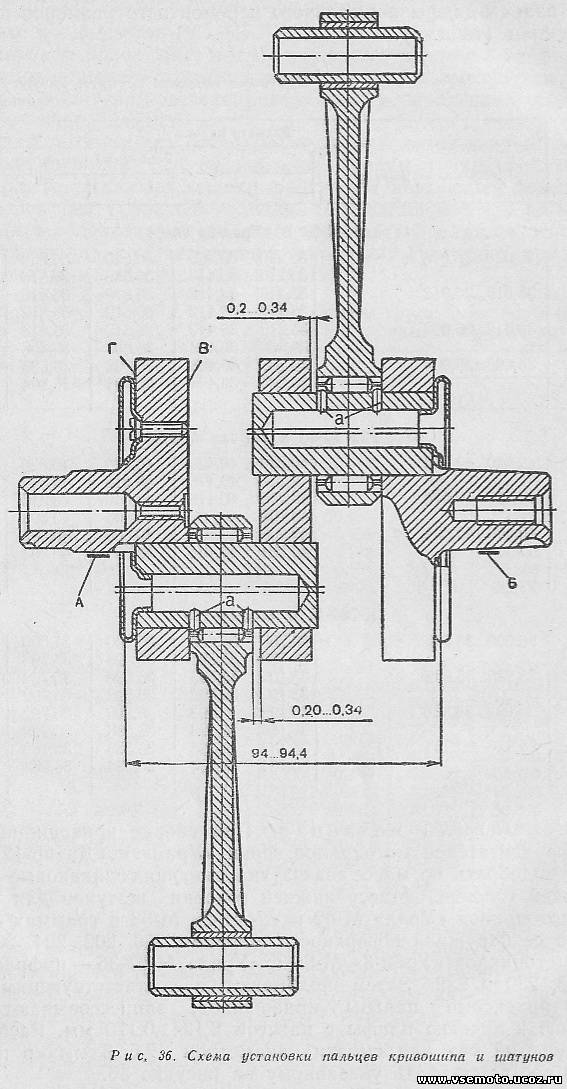
Для установления пригодности отдельных деталей и узлов к дальнейшей эксплуатации в таблице 3 даны предельно допустимые величины износов и зазоров в основных сопряжениях деталей двигателя. Передняя цапфа коленчатого вала (сборного) изготовлена из стали ЗОХГСА и имеет твердость НRС 29-33. Если биение поверхности А относительно оси цапфы более 0,05 мм на радиусе б5 мм и имеется износ той же поверхности при толщине щеки цапфы менее 17,86 мм, то цапфу заменяют (см, рис. 36). При ремонте передняя цапфа может иметь следующие дефекты: -риски, задиры, забоины на поверхностях В и Г - зачистить поверхности до устранения дефектов, но так, чтобы размер по толщине был не менее 17,86 мм; -износ боковых поверхностей шпоночного паза по ширине более 4,065 мм - заварить паз и обработать до нормального размера 4+0.055/+0,015 -непараллельность оси отверстия под палец кривошипа относительно оси цапфы до 0,26 мм на длине 100 мм и смещение этих осей до 0,004 мм на длине 100 мм - обработать поверхность отверстия до ближайшего ремонтного размера 36,2+0,18/-0,21; 36,4-0,18/-0,21; 36,6-0,18/-0,21; 36,8-0,18/-0,21; 37-0,18/-0,21 мм (для мотоциклов «Урал-2» М-63, К-750М и «Днепр-12»); 40,2-0,13/-0,16; 40,4-0,13/-0,16; 40,60-0,13/-0,16; 40,8-0,13/-0,16; 41,0-0,13/-0,16;мм (для мотоциклов «Урал-3» М-66 и «Урал» М-67-36 под ремонтный палец кривошипа, выдержав конусность отверстия 1:140); -износ поверхности цапфы под подшипник до диаметра менее 34,98 мм - устранить электронатиранием или хромированием с последующей обработкой до нормального размера; -увеличение диаметра отверстия под палец более 35,86 мм - обработать поверхность отверстия до ближайшего ремонтного размера под ремонтный палец кривошипа; -износ поверхности цапфы под зубчатое колесо до диаметра менее 30 мм -, устранить электронатиранием или хромированием; -срыв резьбы отверстия более двух ниток - рассверлить отверстие и нарезать резьбу М16Х1,5 под ввертыш с нормальной резьбой М8Х 1.
Задняя цапфа коленчатого вала изготовлена из стали ЗОХГСА, имеет твердость НRС 29-33. Если имеется биение поверхности В относительно оси более 0,05 мм на радиусе 65 мм или износ той же поверхности до толщины цапфы менее 17,86 мм, последняя подлежит замене. Задняя цапфа может иметь следующие дефекты: -износ боковых поверхностей шпоночного паза по ширине до 6 мм - подогнать шпонку по месту с обеспечением допустимой посадки, при -износе паза до ширины более 6 мм заварить и обработать шпоночный паз до нормального размера 6-0,015/-0,055 мм; -износ поверхности цапфы под подшипник до диаметра менее 34,98 мм - электронатирать или хромировать поверхность цапфы и довести до нормального размера; -износ поверхности отверстия под палец до диаметра более 35,86 мм - обработать отверстие до ближайшего ремонтного размера под палец кривошипа, выдержав конусность 1:140; -износ конусной поверхности цапфы под маховик более допустимого (допускается посадка конусного калибра на расстояние не менее 17,4 мм от опорной поверхности подшипника цапфы) - устранить электронатиранием или хромированием с последующей обработкой конусной поверхности до нормального размера (обработку желательно проводить при собранном узле).
Щека коленчатого вала изготовлена из стали ЗОХГСА и имеет твердость HRC 34-88. Если вследствие износа торцовых поверхностей толщина щеки менее 17,86 мм, ее заменяют. При ремонте щека может иметь следующие дефекты: -износ поверхностей отверстий под палец более 35, 88 и 40 мм (соответственно для мотоциклов «Урал-3»М-66 и«Урал»М-67-36) - непараллельность осей отверстий более 0,05 мм на длине 100 мм; -неперпендикулярность осей отверстий относительно торцовых поверхностей щеки более 0,04 мм на длине 100 мм — обработать поверхности отверстий до ближайшего ремонтного размера под ремонтный палец, при растачивании отверстий щеки ее отбалансировать. Неуравновешенность относительно оси должна быть не более 8х10-4 Н•м.
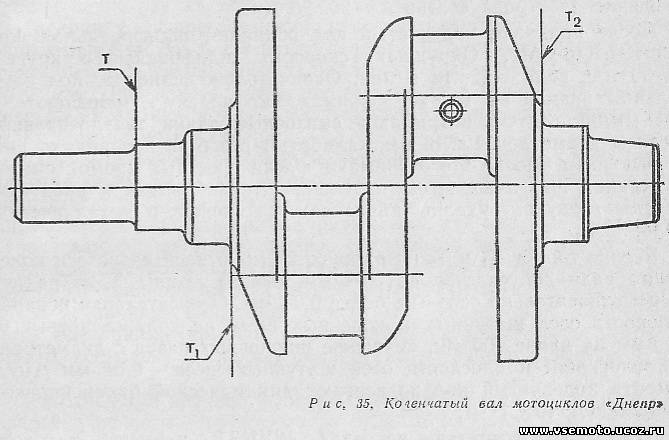
Передний корпус подшипника изготовлен из стали 20. Если на корпусе имеются трещины, его заменяют. При ремонте может иметь следующие дефекты: -износ поверхности отверстия под подшипник до диаметра более 72,02 мм — устранить электронатиранием или хромированием и обработать до нормального размера; -износ поверхности корпуса подшипника под картер до диаметра менее 77,01 мм — поверхность корпуса хромировать или обварить и затем обработать до нормального или ремонтного размера: Цельный коленчатый вал (рис. 35) изготовлен из высокопрочного чугуна ВЧ 50-2 и имеет прочность НВ 215-255. Если вал имеет трещины, его заменяют. При ремонте вал может иметь следующие дефекты: -износ, овальность и конусность шатунных шеек; -износ конусов поверхности под маховик более допустимого (допускается посадка калибра на расстояние не менее 17,4 мм от опорной поверхности подшипника вала); -срыв резьбы более двух ниток под болт крепления маховика; -износ поверхности вала под ролико- и шарикоподшипники до диаметра менее 49,94 мм; -износ поверхности вала под корпус подшипника до диаметра менее 33,95 мм; -износ поверхности под ведущее зубчатое колесо распределения и корпус центрифуги до диаметра менее 26,98 мм; -износ шпоночных пазов по ширине более 3,985 мм (под зубчатое колесо распределения) и 5,985 мм (под маховик); -срыв резьбы более двух ниток под болт крепления центрифуги. В ремонтной практике существует несколько способов ремонта и восстановления шеек коленчатых валов: перешлифовка их под ремонтные размеры, хромирование до нормального или ремонтного размера, осталивание с последующим хромированием, автоматическая электровибрационная наплавка в струе жидкости, механизированная наплавка под слоем флюса, автоматическая наплавка в струе углекислого газа и в струе воздуха, плазменная наплавка. Наиболее экономична перешлифовка шеек под ремонтные размеры, но при этом уменьшается их твердость. При подготовке коленчатого вала к перешлифовке его устанавливают в патрон токарно-винторезного станка типа 1А62 и поверхностью под подшипник — в люнет, выверяют биение, которое допускается не более 0,04 мм. Зачищают центровую фаску 2x30° на переднем конце вала резцом для растачивания центровых отверстий. После этого поворачивают вал на 180° и закрепляют в патроне и в люнете. Выверяют биение индикатором, проверяют и зачищают резцом центровую фаску 2X30°. Устанавливают вал на станок для шлифования, применяя приспособление смещения центров, и шлифуют шатунные шейки до одного из ремонтных размеров, указанных в таблице 9, выдержав размер галтелей 1,5...2 мм и размер по длине 28,5+0,14 мм. Полировать шатунные шейки коленчатых валов следует, применяя специальные хомуты и пасты; особенно рекомендуются алмазные ленты АСО10 на связке Р9. Режим обработки: частота вращения вала—100...200 мин-1, давление — 300...600 кПа, охлаждение— керосином, шероховатость поверхности шеек — не более 0,16 мкм, овальность и конусность шеек — не более 0,004 мм. Износ посадочных мест под ролико- и шарикоподшипники восстанавливают хромированием, затем шлифуют поверхность до нормального размера 45±0,008 мм; износ конусной поверхности также восстанавливают хромированием и шлифуют конусность 1:5 с проверкой на краску; прилегание должно быть не менее 60% поверхности конуса. При срыве резьбы отверстие рассверливают, заваривают, вновь просверливают и нарезают резьбу нормального размера. Износ поверхности под корпус подшипника, под зубчатое колесо распределения и корпус центрифуги восстанавливают хромированием дефектной поверхности и шлифуют ее до нормального размера. Шпоночные размеры восстанавливают так же, как пазы в передней и задней цапфах кривошипа. Сильно изношенный коленчатый вал можно восстановить хромированием или плазменной наплавкой. Перед наплавкой смазочные линии замазывают смесью шамотной глины и асбеста или пастой, состоящей из 85% графита и 15% жидкого стекла. Наплавляют сначала по шатунным, а затем по коренным шейкам. За базу берут посадочные места под подшипники. Твердость наплавленного металла должна быть HRC 52-56. Для этого можно использовать электродную проволоку 15ГСТЭЦА диаметром 1,5... 1,6 мм. Перед употреблением проволоку обезжиривают. Режим наплавки шеек: сила тока — 150... 180 А, напряжение — 27...30 В, частота вращения шпинделя станка — 2,5..3.0 мин-1, шаг наплавки — 2.5...3 мм/об, индуктивность— 16 витков дросселя РСТЭ-34, вылет электрода—15...18 мм, смещение электрода с зенита — 20...25 мм. После наплавки коленчатый вал обдирают шлифовальным кругом КЧ-К46-СМ2. Окружная скорость шлифовального круга — 25...30 м/с, вала—12...15 м/мин. Окончательно шлифуют под номинальный размер на тех же режимах, но подачу уменьшают до 0,01 мм/об. Затем вскрывают смазочные линии твердосплавным сверлом диаметром 12... 13 мм, калибруют резьбу и исправляют шпоночные пазы. После этого снимают фаски с острых кромок смазочных линий шатунных шеек, промывают теплой водой и продувают сжатым воздухом, удалив абразивный порошок и металлическую пыль. Биение торцов T1 и Т2 на радиусе 29 мм относительно оси коленчатого вала допускается до 0,04 мм, биение торца Т на радиусе 16 мм относительно оси — не более 0,04 мм. Относительная непараллельность осей шатунных и коренных шеек не должна превышать 0,05 мм на длине 100 мм, смещение шпоночных пазов с диаметральной плоскости и плоскости осей шатунных шеек — 0,01 мм. После ремонта коленчатый вал подвергают динамической балансировке с точностью 1•10-3 Н • м.