ВЫЯВЛЕНИЕ ДЕФЕКТОВ И РЕМОНТ ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ
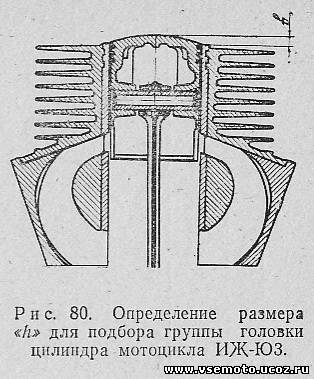
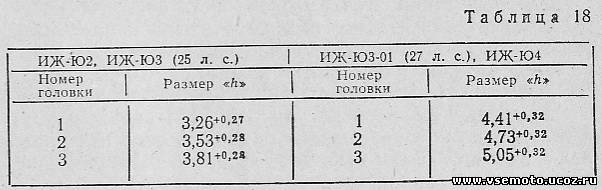
ГОЛОВКИ ЦИЛИНДРОВ. На мотоцикле ИЖ-ЮЗ в случае замены головок цилиндров для обеспечения заданной величины степени сжатия замеряется выступание днища поршня в верхней мертвой точке над верхней плоскостью цилиндра (рис. 80). По величине «h» выступания поршня подбирается головка цилиндра соответствующей группы (табл. 18). Клеймение номера группы головки производится на плоскости горизонтального ребра головки снизу.
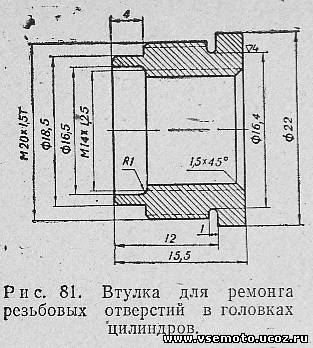
Для выявления дефектов осмотреть состояние резьбы в отверстиях головок под свечи. При повреждении резьбы головку заменить или отремонтировать. В последнем случае рассверлить отверстие до диаметра 18,43 мм и нарезать резьбу М20Х1,5; изготовить бронзовую втулку согласно рисунку 81, завернуть втулку в головку до упора и, сделав разметку, подогнать нижний торец под сферу головки, ввернуть втулку и развальцевать ее на внутренней поверхности головки.
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
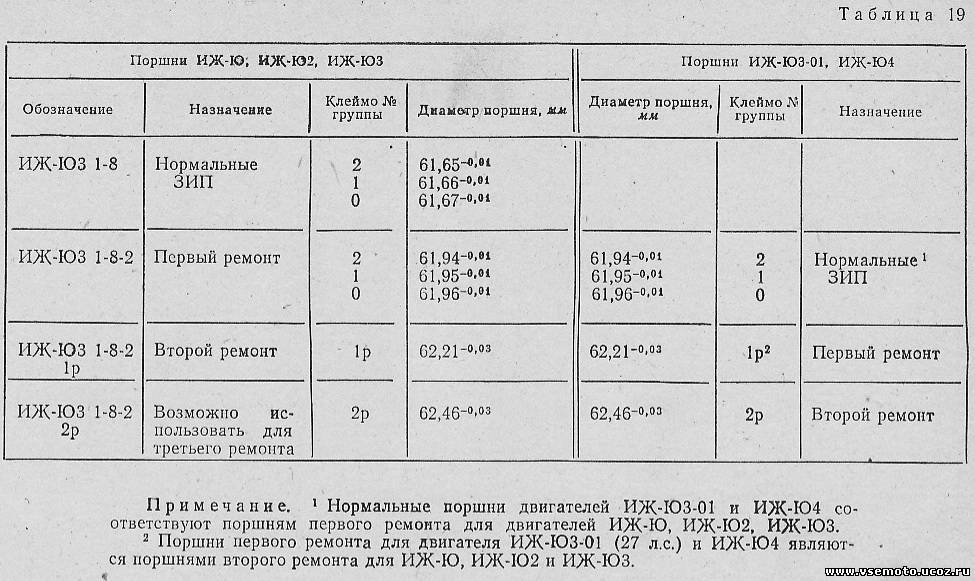
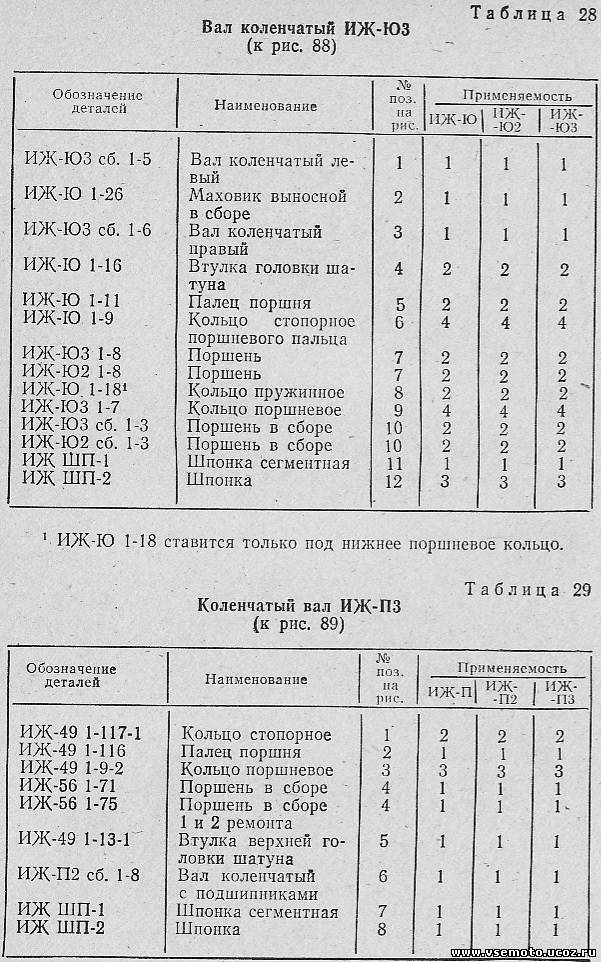
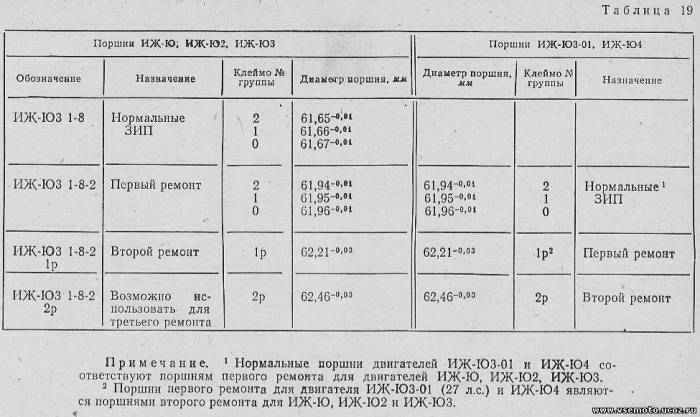
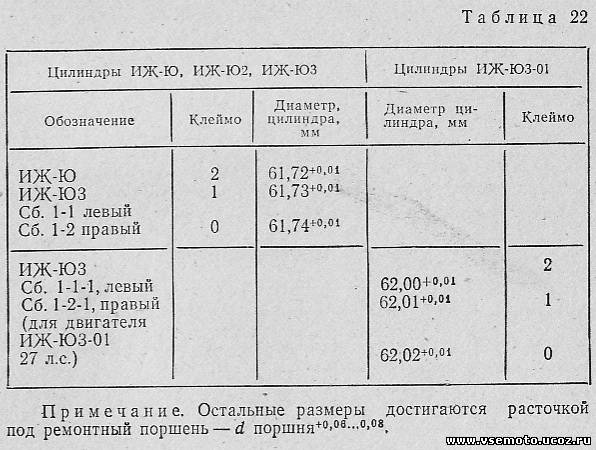
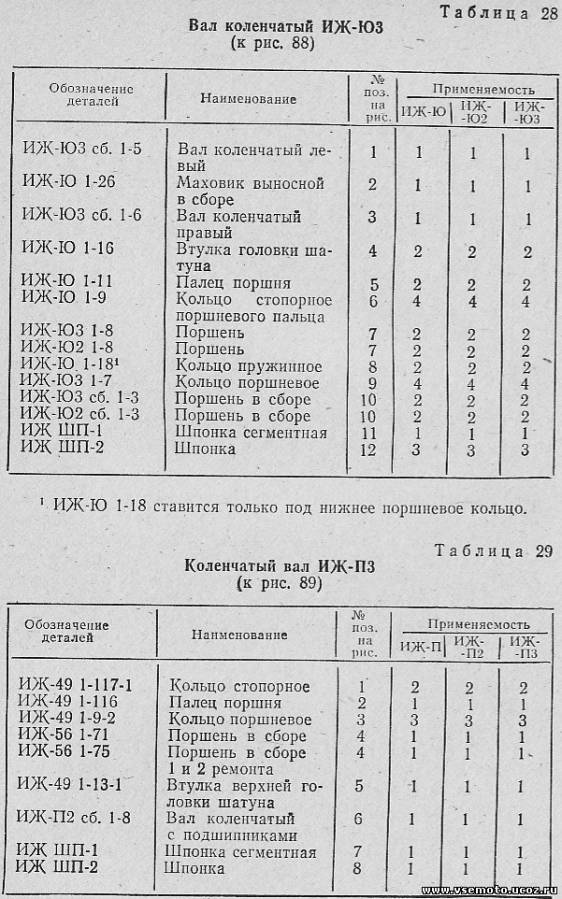
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
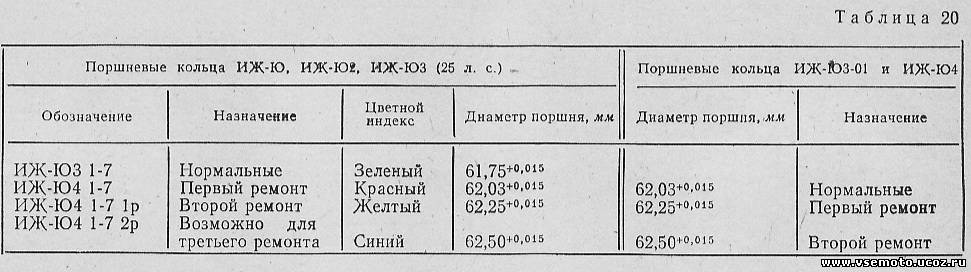
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
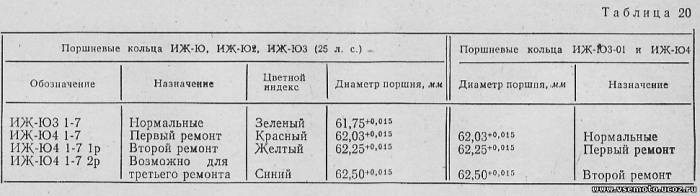
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
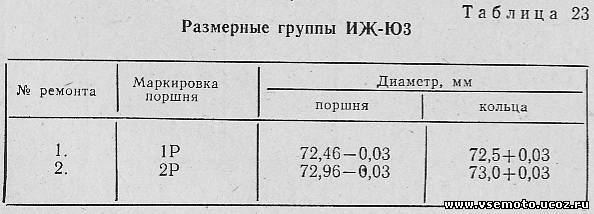
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
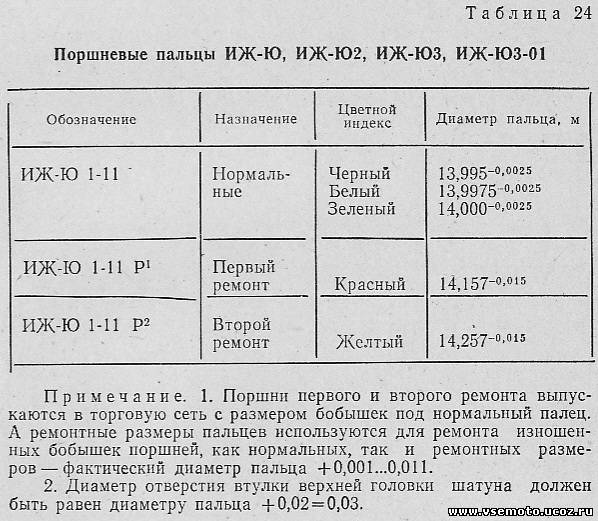
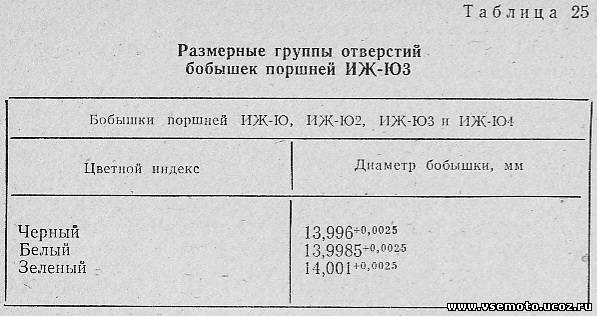
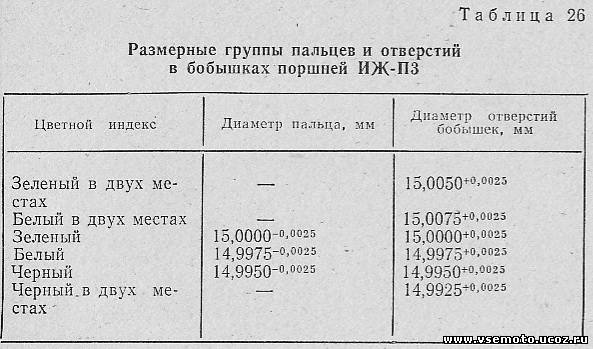
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Цвет метки поршневого пальца должен соответствовать цвету метки поршня. Маркировку пальцев делают на внутреннем диаметре вблизи торца, поршней - на бобышках внутри поршня.
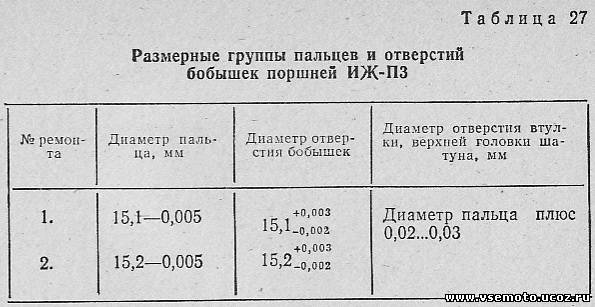
В случае износа отверстий бобышек и втулки верхней головки шатуна можно установить ремонтный палец, развернув отверстие под его размер. В торговлю поставляются пальцы 1-го и 2-го ремонтных размеров (табл. 24, 27).
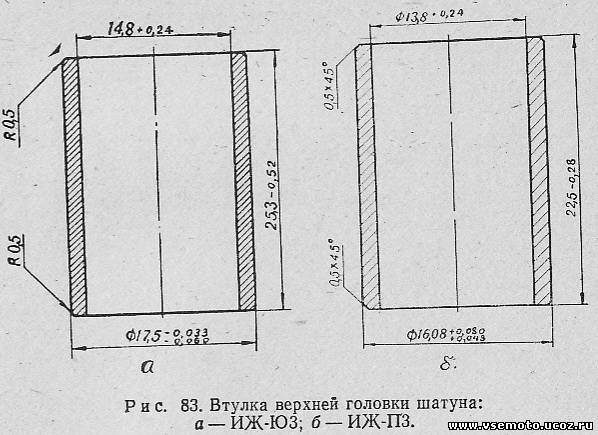
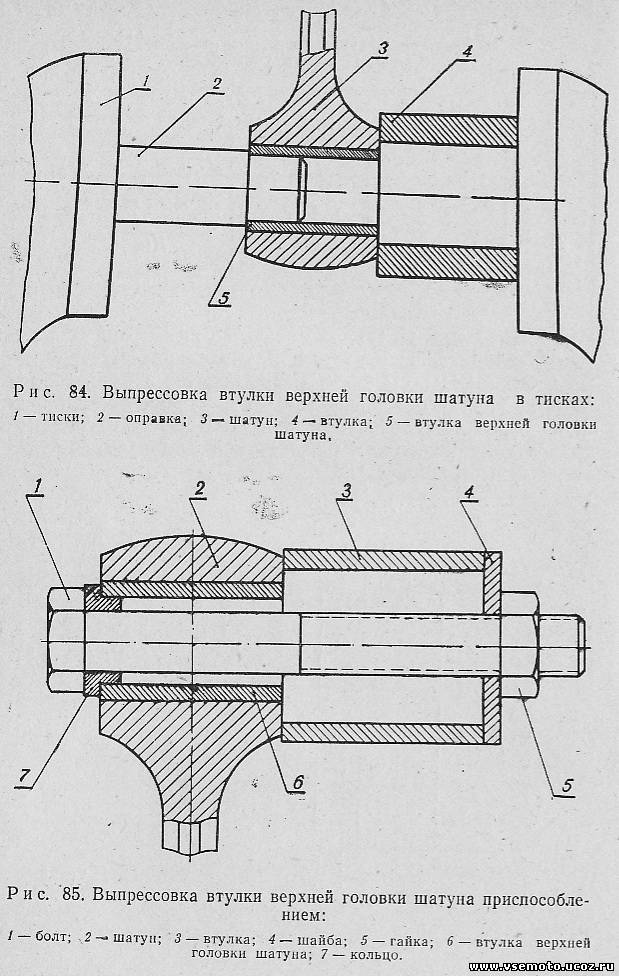
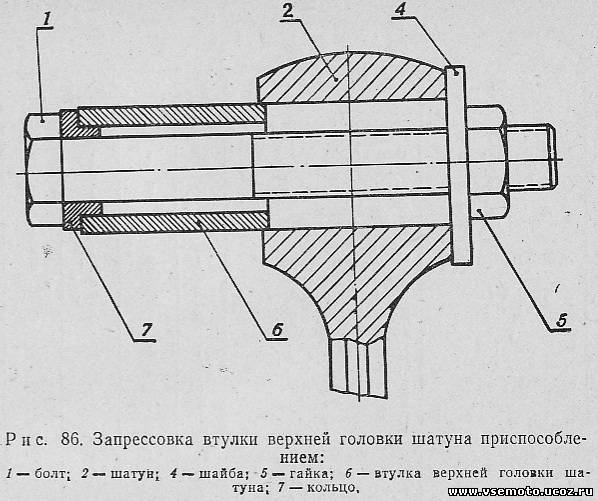
Маркируют ремонтные пальцы ИЖ-ПЗ красной эмалью по всей площади торца: 1-й ремонт - с одного торца, 2-й ремонт - с двух торцов. При износе втулки верхней головки шатуна заменить ее ремонтной или изготовленной по эскизу (рис. 83) втулкой. Материал- бронза БР.ОЦС 4-4-2,5. Выпрессовку и запрессовку втулок делают специальными приспособлениями (рис. 84, 85, 8б). После запрессовки следует обработать втулку раздвижной разверткой по размеру, указанному в таблицах 24, 27.
ПОРШНЕВЫЕ КОЛЬЦА. Новые поршневые кольца устанавливаются при замене (ремонте) поршней и цилиндров или в случае, когда поршень и цилиндр имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндр на расстоянии 10 - 30 мм от верхнего торца на ИЖ-ЮЗ, превышает 2,5 мм, на ИЖ-ПЗ - 3 мм.
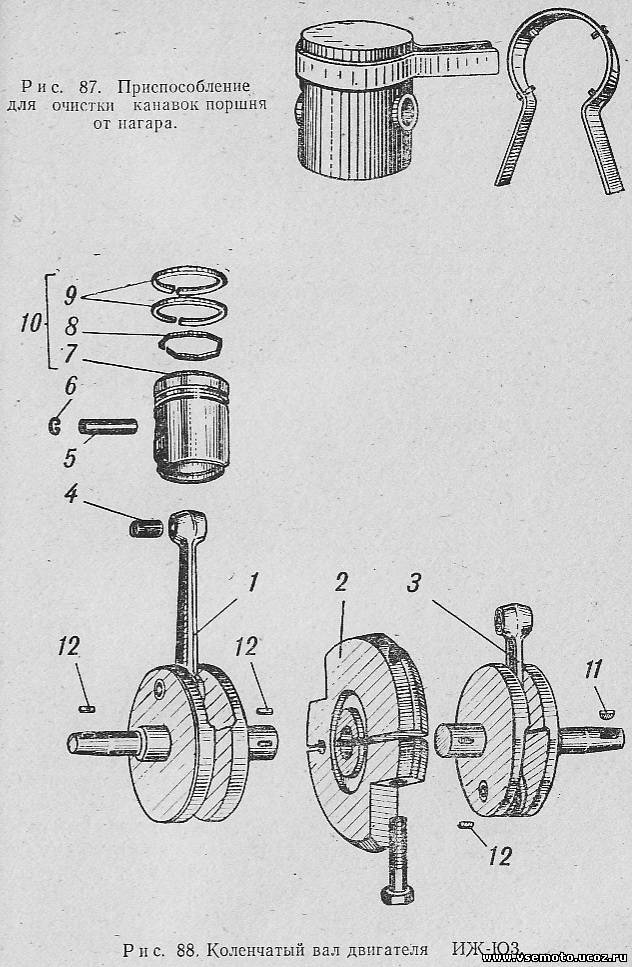
Перед установкой нового кольца удалить нагар из канавок поршня специальным приспособлением (рис. 87) или обломком старого кольца. Вставить кольцо в цилиндр и щупом замерить зазор в стыке кольца. В новом цилиндре этот зазор должен быть на ИЖ-ЮЗ- 0,2 - 0,35 мм, на ИЖ-ПЗ - 0,3 - 0,45 мм. При меньшем зазоре стыки колец необходимо подпилить. Установить кольца в цилиндр стыком в направлении, соответствующем рабочему положению и при помощи света лампы определить правильность прилегания кольца к цилиндру. Зазор на просвет допускается на ИЖ-ЮЗ на дуге 20', на ИЖ-П - 90' и не допускается в месте стыка колец на дуге в 30'.
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
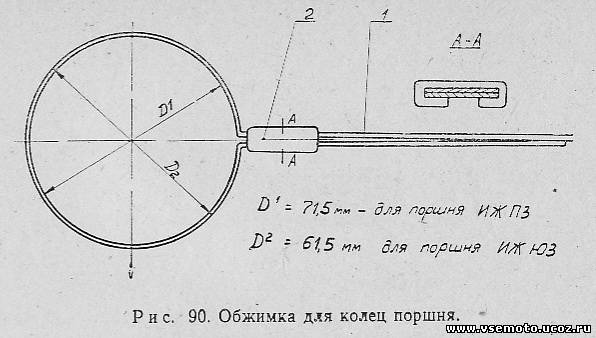
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
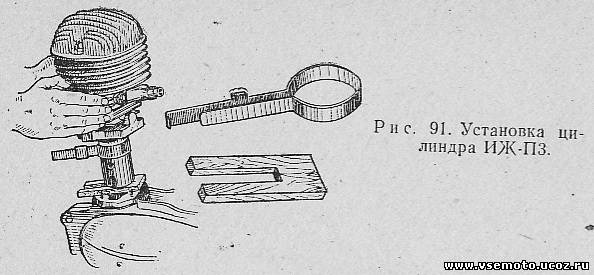
7. Положить под поршень подставку, смазать зеркало цилиндра маслом и надеть цилиндр на поршень, сдвигая обжимку вниз (рис. 91).
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Порноактёр Small Hands (Small Hands актер), лучшие видео с его участием.
|